

The Grandville (Michigan) Clean Water Plant uses an activated sludge process with fine-bubble aeration to treat an average flow of 6 mgd, well below its 10 mgd design capacity.
The plant routinely encounters low effluent pH, especially in the warmer months, due to nitrification that consumes alkalinity. Low pH has often led to problems including poor settling and incomplete nitrification.
The Grandville plant has three activated sludge trains, each with three passes. In 2024, the middle pass of each train was upgraded with the FlexZone adaptive process volume system (EnviroMix) to optimize the bioreactor environment and improve aeration control.
The upgrade was completed easily and cost-effectively and met its three main objectives: reclaim alkalinity, reduce aeration energy consumption and lower effluent nitrate.
Advanced solution
The FlexZone system is a versatile secondary treatment solution that advances the conventional approach to aeration and process design by integrating BioMix compressed gas mixing, diffused aeration, instrumentation and algorithms to ensure precise aeration control.
The technology dynamically adapts anoxic, low dissolved oxygen and aerobic environments to changes in loading and temperature while optimizing the bioreactor for nutrient removal, carbon management and energy efficiency.
Operating at a fraction of design loading creates challenges for clean-water plants that include lack of aeration control and excess aerobic volume. The FlexZone system solves these by modifying the dedicated aerobic volume to include individually controlled subzones, using both CGM and aeration. Independent operation of CGM and aeration with instrumentation feedback provides individual control of each subzone environment to meet treatment objectives in real time.
The BioMix CGM process uniformly mixes tank contents by firing programmed, short-duration, high-intensity bursts of compressed air through engineered nozzles near the tank floor. Mixing parameters including pressure, sequence, duration and frequency can be adjusted via operator input or automatic process feedback to optimize power utilization and deliver ideally mixed conditions.
The CGM nozzles easily integrate with aeration equipment, and the technology can operate concurrent with or independent from aeration for optimized process control. The process uses 60% less energy than mechanical mixers, and all in-tank components are maintenance-free, nonclogging and self-cleaning. BioMix systems can accommodate multiple applications, leveraging centralized compressors and controls.

Simple deployment
The FlexZone system was easily incorporated into each of Grandville’s activated sludge trains using existing aeration grids and instrumentation, while adding new airflow control equipment, BioMix CGM and upgraded controls.
The FlexZone system was strategically placed in the second pass of each three-pass aeration train; the first and third passes remained aeration only. The design minimized modifications to equipment, limiting downtime and installation cost. In each train, the FlexZone is divided into three subzones; each can be independently controlled with its own CGM and aeration grid.
With energy efficiency as a priority, the staff prefers operating the subzones as mix-only, anoxic environments. But as oxygen demand rises, indicated by increasing system airflow, the subzones individually transition from mix-only to aerated environments.
Likewise, as oxygen demand declines and the subzones are no longer needed for oxygen supply, the subzones transition back to mix-only, anoxic conditions. During winter, when the plant requires more aerobic mass or volume, the system adapts to provide one or more aerobic subzones to ensure complete nitrification.
Counting benefits
The upgrade allowed the plant to operate 33% of the activated sludge train as an anoxic zone by terminating aeration and maintaining mixing with the BioMix CGM.
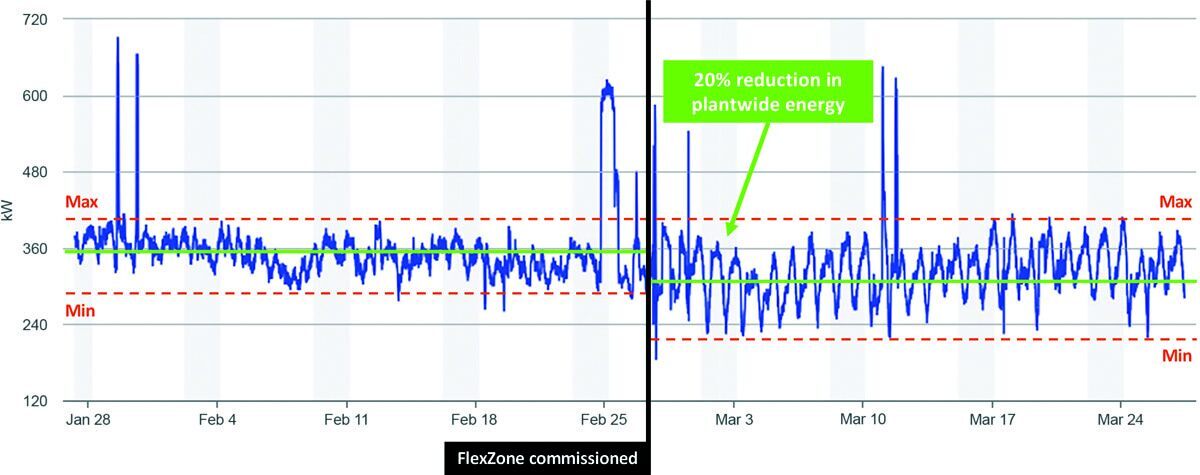
The system’s precise aeration control and the adaptable transition between aerobic and anoxic environments within the FlexZone yielded immediate process improvements and energy savings. Based on a 30% reduction in aeration energy and an overall 20% plant-wide energy reduction, the plant staff estimates an annual energy savings of $60,000.
Alkalinity is consumed in the nitrification process as ammonium and converted to nitrate. To ensure complete nitrification, adequate influent alkalinity is needed; without it, the plant would risk incomplete nitrification and effluent violations.
Additional alkalinity can be provided by the denitrification process which converts nitrate to nitrogen gas. Denitrification and alkalinity recovery can be facilitated by transforming environments within the activated sludge train from aerobic to anoxic. The Grandville FlexZone system transforms aerated (aerobic) zones to mixed (anoxic) conditions with BioMix CGM, promoting denitrification to reduce effluent nitrate and reclaim alkalinity.
Before the upgrade, the plant’s effluent composite nitrate levels were 20-30 mg/L on average. Denitrification has reduced those levels by 40%.
Successful venture
The FlexZone system’s complementary mixing and aeration equipment operate concurrently, allowing the plant to adapt process environments to meet current conditions without sacrificing capacity to meet future design loading.
The anoxic zones created via BioMix CGM use embedded carbon for denitrification, reclaiming alkalinity and increasing effluent pH. Scott Yonkers, assistant plant superintendent, observes, “Installing the FlexZone has made perfect sense from every aspect considered including, but not limited to, electrical savings and alkalinity recovery.”
Next on the agenda for the plant was a blower upgrade in which EnviroMix replaced the aeration controls for the activated sludge process. This included multiple dissolved oxygen control cascade loops, most-open-valve control, fixed-open-valve control and constant pressure control. The upgrade was completed in summer 2025.
About the author
John Koch, P.E. (jkoch@enviro-mix.com) is the vice president of technology at EnviroMix, a member of Water Environment Federation and a registered professional engineer in Illinois.




















