The City of Danbury’s newly renovated wastewater treatment plant incorporates a biodiesel production system that eliminates the cost and environmental impact of landfilling or incinerating fats, oils and grease.
The system at the John Oliver Memorial Sewer Plant created a new revenue stream from the sale of biodiesel produced on site in an automated and continuous-flow process.
For the project, REA Resource Recovery Systems designed an 18,500 gpd FOG receiving station to increase the city’s capacity to accept grease trap waste hauled in by contractors. The system includes odor-control equipment.
Preprocessing of the FOG removes 99% of water to prepare the brown grease for conversion to biodiesel. The water is fed back into the treatment plant headworks. Biodiesel not used by city vehicles will be sold at a profit to a fuel distributor.
“Over the past 10 years, B100 biodiesel has been consistently priced higher than most other alternative fuels,” observes Richard Parnas, a partner in REA and a professor emeritus of chemical engineering at the University of Connecticut.
The John Oliver plant (10 mgd design, 8 mgd average) underwent a $100 million modernization developed by Veolia North America and completed in 2024, to provide tertiary treatment and improve phosphorus removal. In 2020 the plant was designated by the Connecticut Department of Energy and Environmental Protection as a FOG receiving facility and required to take in 18,500 gpd by way of truck delivery.
Previously, the city mixed the FOG with wood chips and shipped it to landfill or incineration at an annual cost of about $90,000, but those relatively inexpensive options were no longer viable. The public works department began a search for a more cost-effective way to manage brown grease extracted from the FOG. During that search, REA demonstrated a prototype system at a nearby wastewater treatment plant for converting brown grease to biodiesel fuel.
Based on the success of that demonstration, Danbury and its plant operator, Veolia North America, placed an order with REA in 2021 for a combined FOG receiving facility and biodiesel conversion system.
The $8 million FOG-to-biodiesel production process is housed in a 5,000-square-foot metal building with a covered offload and a Beast liquid waste receiving station (SAVECO North America).
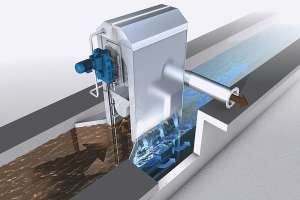
FOG trucked in by contractors is decanted twice at an elevated temperature to remove water and food waste in insulated underground concrete tanks. The brown grease extracted from the FOG is lifted above grade by oil skimmers and pumped to an aboveground storage tank. To further reduce the water content, the brown grease is passed through an air-stripper column to produce a dry grease with water content well under 0.1%.
“A major difference between brown grease and typical biodiesel feedstock, such as yellow grease or soybean oil, is the free fatty acid content,” Parnas observes. “Most feedstock for biodiesel has less than 5% FFA and an acid number less than 10, but brown grease is often more than 75% FFA with acid numbers over 150.”
Accordingly, extensive esterification with acid catalyst is performed in three continuously stirred tank reactors to reduce the acid number to less than 1.0. To control the cost of that operation, excess methanol added to the reactors to drive the chemical conversion is recovered at over 99.9% purity and recycled back to the reactors. Additional cleaning steps then remove the acid catalyst and most of the remaining contaminants in the system.
The triglycerides and remaining FFA are converted to biodiesel in a base-catalyzed reactor where the acid number is further reduced to well below the ASTM-required level. The transesterification reactor also enables the system to handle any blend of brown grease, yellow grease or virgin oils.
After transesterification the raw biodiesel is extensively washed to remove the base catalyst and other remaining impurities. This step reduces the sulfur level from roughly 750 ppm in the brown grease to roughly 200 ppm. The final process step is desulfurization by way of two-stage vacuum distillation, reducing the sulfur level to less than 10 ppm.
In the process, the raw biodiesel is separated into lightest (10%), middle (80%) and heaviest (10%) fractions. Very little sulfur remains in the middle fraction, which becomes the B100 biodiesel fuel. The other two fractions are combined to make boiler fuel that supplies roughly 75% of the heat energy the biodiesel conversion process requires.
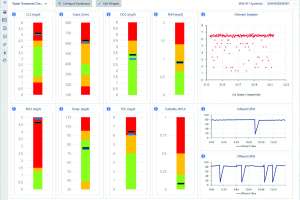
REA reports the results of the process in terms of its operational efficiency and biodiesel quality.
On the efficiency front, the FOG-to-biodiesel plant was designed for a throughput of 0.6 gpm of brown grease. During commissioning the plant achieved its targets of converting 95% of brown grease to product: 75% converted to B100 biodiesel and 20% to biodiesel boiler fuel.
Biodiesel quality is assessed by the American testing standard ASTM D6751, which covers various measurements of physical and chemical properties to qualify it for commercial sale. The biodiesel produced by REA passed all ASTM D6751 tests, including for acid number and sulfur content.
Biodiesel’s cold-weather performance is often inferior to petroleum-based diesel, with potential to cause filter plugging and other issues. This is addressed in the ASTM Cold Soak Filtration test, where biodiesel must pass through a 0.7-micron filter after cold-temperature conditioning at greater than a specified rate.
The vast majority of biodiesel qualifies as grade 2, roughly equivalent to No. 2 diesel. The biodiesel produced by the REA process qualified as grade 1. The product also passed other tests measuring stability, corrosivity, viscosity and chemical conversion.
The REA facility has capacity to yield 220,000 gallons per year of top-grade biodiesel. The city uses the fuel in its own trucks and other transport vehicles and sells the surplus on the open market to shorten the payback on its investment, which is projected at five years.
“The takeaway here is we make $2.4 million [per year], depending on where the market is for selling biodiesel, and that includes the tipping fees, selling the actual biodiesel and federal incentives,” Antonio Iadarola, city engineer and public works director, told the Danbury NewsTimes. “In the end, after we work in our operation costs, we net out at about $1.3 million.
“This is literally the first one in the world. Everybody can make biodiesel out of fryer oil; that is easy to do. But to make the biodiesel out of brown grease, which is the stuff that is in the tanks out in a parking lot of a restaurant, that is very difficult.”
Parnas retired from the University of Connecticut to work full time on the FOG-to-biodiesel process. He collaborated with the city’s engineering team to design the conversion facility. “No one has really ever done it before,” he told the NewsTimes. “There are 86,000 sewage treatment plants in the world, and they all have a problem with brown grease. Even though we have been working on this for a long time, we are still at the beginning.”