Mechanically cleaned bar screens are a critical component of wastewater headworks. They’re the first line of protection against debris that can damage downstream equipment and disrupt plant operations.
While early facilities relied on manually cleaned bar racks, modern treatment plants depend on mechanical screening to improve safety, reduce labor and provide consistent debris removal.
As downstream treatment processes advance, especially with increased use of membrane bioreactors, moving-bed biofilm reactors and other sensitive technologies, performance expectations for screening systems have increased.
Modern bar screens must operate reliably across a wide range of hydraulic and solids loading conditions while minimizing headloss, blinding and maintenance requirements. In many facilities, screen performance directly affects plant uptime and long-term operating cost.
Classifying screens
Wastewater screens are generally classified by opening size and function. Coarse screens with openings greater than 6 mm remove large debris and protect pumps and channels. Fine screens with openings from 2-6 mm are used where downstream processes need increased protection. Within these classifications, there are four basic types of mechanically cleaned bar screens.
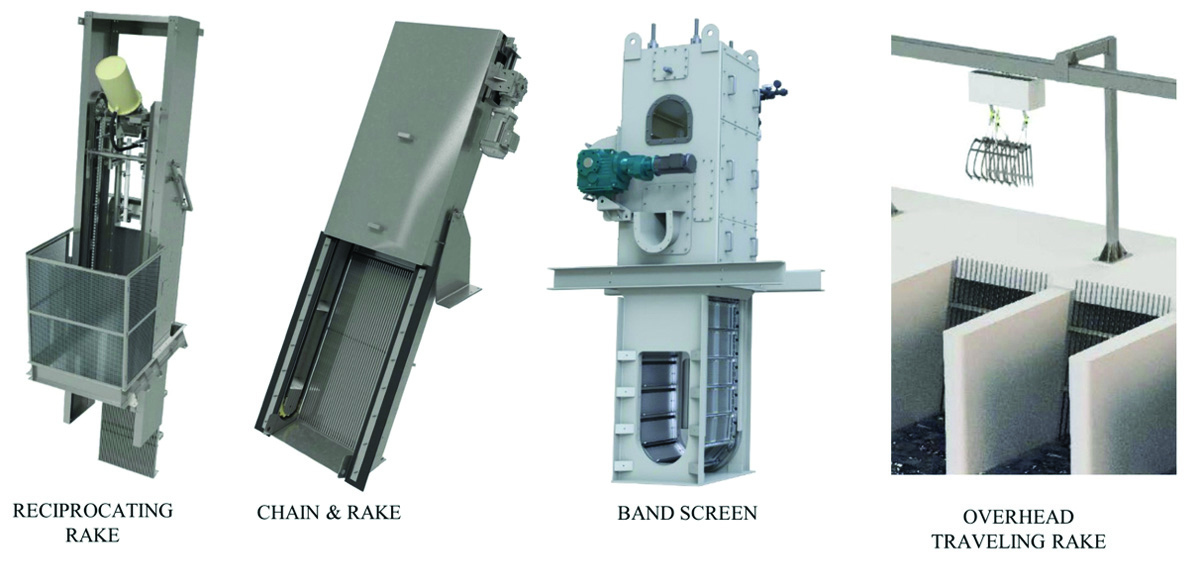
Reciprocating rake screens use a single rake mounted on a vertically traveling carriage. The rake engages the bar rack near the channel invert, lifts the debris and discharges it into a dump container or conveyor using a wiper blade. These systems are often applied in moderate-to-high-flow applications with deep channels. They are commonly used at pump stations.
Chain and rake screens employ multiple rakes attached to a continuously rotating chain driven by a motor and gearbox. Each rake removes debris as it travels upward along the bar rack; screenings are discharged at the top of the channel. These designs are widely used in both coarse and fine screening applications.

Band screens use a vertically rotating belt or chain fitted with bars or perforated panels. Screenings are typically washed off into a trough using a high-pressure water spray. While capable of high capture efficiency, these screens require careful evaluation of head loss, spray water demand and maintenance access.
Monorail-based automatic raking screens use a hydraulically powered rake head suspended from a carriage traveling along a monorail above the channel. Screenings are transferred directly to a container, eliminating the need for a separate conveyor. These systems are often applied in deep or wide channels.
Sizing and design
Proper hydraulic design is essential to screen performance. Screens must accommodate the facility’s full range of flows, including peak wet-weather conditions. Key criteria include:
- Approach velocity: Typically, 1.0-1.5 feet per second to prevent grit deposition upstream of the screen.
- Velocity through screen: Target 3 feet per second to maintain capture efficiency and limit headloss.
- Headloss: Fine screens generate greater headloss than coarse screens and should be evaluated assuming partial blinding, often up to 50%.
Redundant channels and screens are strongly recommended to allow individual units to be removed from service without affecting plant operation.
Required capture efficiency is driven by downstream process sensitivity. Bar spacing of 1/2 to 3/4 inch is generally adequate for conventional secondary treatment. Facilities employing membranes or other sensitive equipment often require finer screening, sometimes provided by a secondary fine screen downstream of the primary headworks.
Influent solids composition significantly affects screen selection. Combined sewer systems may convey large debris while sanitary sewers typically contain high concentrations of rags and wipes. Systems with significant infiltration may experience high peak flows with relatively low solids loading, placing greater emphasis on hydraulic capacity.
Operation and control
Mechanically cleaned bar screens are commonly operated using one or more of four basic strategies. Manual on-off control is mostly limited to small facilities or emergency use. Continuous operation is often reserved for high-flow or wet-weather conditions. Timed operation may suffice for normal flows but can allow excessive blinding during peak events.
Differential water level control, using upstream and downstream level sensing, is widely regarded as the best practice. Screen operation is adjusted in response to increasing headloss and provides reliable performance under variable hydraulic and solids loading conditions.
Maintenance and reliability
Because bar screens operate continuously in an aggressive plant environment, reliability and maintainability should be weighed heavily in equipment selection. Failures at the headworks can result in upstream overflows, downstream equipment damage and operational disruptions.
Optimum designs minimize wear components, avoid unnecessary mechanical complexity, and provide positive engagement between rakes and bar racks. Routine maintenance typically includes lubrication, visual inspection, verification of controls and overload protection, and periodic inspection of rakes, chains, rails and wiper assemblies.

Installing two narrower screens rather than a single wide unit provides redundancy and allows for maintenance without interrupting treatment. A critical spare parts program further reduces downtime and long-term costs.
Lessons learned
Long experience in the field reveals critical lessons about mechanical bar screen performance and design considerations. For example:
- Hydraulics often govern performance more than mechanical capacity. Poor approach conditions and uneven flow distribution are common causes of premature blinding and screen failure.
- Redundancy and access outweigh marginal gains in capture efficiency. Screens that are easy to isolate and maintain perform better over time.
- Rag characteristics drive real-world maintenance demands. Increased wipes and fibrous materials accelerate wear and jamming.
- Control strategy directly affects labor requirements. Differential level control consistently reduces operator intervention.
- Screening handling must be evaluated as a system. Many operational issues originate downstream of the screen.
Life cycle cost
Screens should be evaluated not only for initial performance but for their potential to be rehabilitated over time. The service life of many bar screens can be extended so long as primary structural components such as frames, rails and bar racks remain in good condition.
In these cases, rehabilitation — through replacement of drives, controls, wear components and instrumentation — can restore reliability and performance at a significantly lower cost than full replacement. An early evaluation of rehabilitation feasibility allows owners to defer capital expenditures while maintaining acceptable operational risk.
For these reasons, screen selection should be based on total cost of ownership rather than initial capital cost alone. A life cycle cost analysis should consider installation, power consumption, maintenance labor, spare parts, wear component replacement and the operational impacts of downtime over a typical 30-year service life.
Choosing wisely
As treatment facilities continue to adopt advanced downstream processes, well-designed and maintainable screening systems remain essential to successful plant operation.
Mechanically cleaned bar screens are a critical element of headworks design. Careful consideration of hydraulics, influent characteristics, operational lessons learned and maintenance requirements leads to reliable performance and optimum life cycle cost.
About the authors
Gary Lohse, P.E., (garyl@atlas-ssi.com) is western region municipal sales manager with Atlas-SSI, a manufacturer of raw water intake screens and material handling solutions for the water industry. Andrew Maguire (andrew.maguire@wsgandsolutions) is director of sales at WSG and Solutions, a manufacturer of headworks equipment.