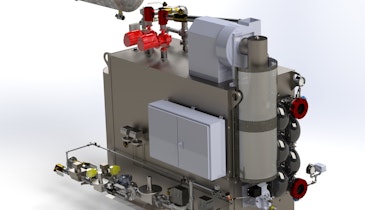
Combination boiler/heat exchangers from Walker Process Equipment help operators minimize energy costs by generating hot water for anaerobic digester heating and other building/process heating needs. Advanced, built-in modulating burner PID temperature control saves energy, extends the useful life of the equipment, allows the recycling of digester gas energy and provides backup fuel capability for critical plant heating. The boiler is a dry-back, double-pass design with efficient forced draft burner. It maintains water temperature at a typical 180 degrees F, ensuring optimal exhaust gas temperature to prevent flue condensation while providing an inventory of uniform hot water. The heat exchanger is an independent tube-in-tube design with sludge/water counter-flow arrangement providing maximum heat transfer. Both are built on a common base to minimize installation space and are supplied with integrated water piping, fuel lines, instrumentation and an electrical control system. 630/892-7921; www.walker-process.com
Sludge Heaters/Dryers/Thickeners - Walker Process Equipment combination boiler/heat exchanger
Related Stories





Discussion
Comments on this site are submitted by users and are not endorsed by nor do they reflect the views or opinions of COLE Publishing, Inc. Comments are moderated before being posted.