Few would think of biosolids as attractive, but that was the goal Gregory Kongslie set for Sumner Grow, the Class A exceptional-quality biosolids product from the Sumner (Washington) Wastewater Treatment Facility.
“While planning the 2005 upgrade, we knew homeowners would comprise half our target market for biosolids,” says Kongslie, plant superintendent. “Unless our product exhibited acceptable form and desirability, no one would take it even though it was free.”
Furthermore, Pierce County has three Class A biosolids facilities. Sumner Grow granules would compete with SoundGRO, a pelletized biosolids from Chambers Creek Regional Wastewater Treatment Plant, and TAGRO biosolids mulch, mix and potting soil from the city of Tacoma.
“We installed two fine screens at the headworks, and they are as responsible for the success of our product as the biosolids dryer,” says Kongslie. “The screens remove all the distinguishable materials, enabling us to create a debris-free, popular product.” That wasn’t always the case.
Sumner’s biosolids beneficial reuse program began in 1987 when the city built two 400,000-gallon aerobic digesters. “With no dewatering capabilities and not much control on the pre-thickening side because of the open tanks, we generated up to 17,500 gallons of liquid biosolids per day,” says Kongslie.
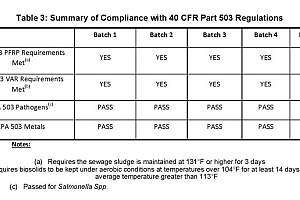
Local farmers accepted the liquid, and many fields had conditions that allowed land application throughout winter. When the U.S. EPA 503 biosolids regulations became law in 1993, some sites were restricted to summer-only application due to setbacks and other limitations. Because of the time-consuming, labor-intensive effort involved in permitting new sites, the staff considered only those with 20 acres or more.
“We ended up with 60 permitted sites in the county that were gradually lost mainly due to housing developments,” says Kongslie. Eventually, only two large pastures remained; the city paid a contractor to cut and remove the grass. As those landowners insisted on more services, the situation became untenable.
The city then went to transporting biosolids 50 miles to Edmonds for dewatering and incineration. Three full-time employees each drove a 3,500-gallon tank truck. Hauling three to five days per week cost $25,000 to $30,000 per month.
To reduce trips, the city contracted with a private hauler for two 9,000-gallon tankers, but there was another problem. “Edmonds fed cake to the incinerator at 25 percent solids, but our material at 1.5 percent solids was more difficult to dewater,” says Kongslie. “It was messing up their program.”
A new plan was in order. The city acquired a belt filter press and bought 10- and 12-cubic-yard dump trucks to transport cake 60 miles to a compost facility twice a day. Transportation and tipping fees averaged $7,000 per month. “While we saved money, the plant now needed a full-time belt press operator and occasionally a third truck when dewatering longer hours,” says Kongslie.
The city only considered switching to Class A production late in the planning stage for the next plant upgrade. In 2004, Kongslie accompanied consulting engineers from Gray & Osborne and municipal officials to wastewater treatment plants in western Washington to see their composting and incineration operations.
“Our plant is near residential communities, which ruled out composting because of odors,” says Kongslie. “That left biosolids drying, and the nearest units were in Arkansas, Arizona and Virginia. After seeing them, we knew drying would be a good fit for our limitations.”
The team recommended the SludgeMASTER Model RK72 continuous-mix Fenton sludge dryer (RDP Technologies). The unit, twice as large as Fenton’s other models, was only the second of its size. “We basically had a prototype,” says Kongslie.
The 6.1 mgd (design) plant treats 4.27 mgd on average from 30,000 residents. Inflow passes through two 1/4-inch perforated-plate fine screens (Kusters Water, division of Kusters Zima Corp.) each rated for 6 mgd. The aeration process in two tanks includes biological selectors using anoxic zones followed by aerobic zones. An internal recycle pump in the latter portion of the aeration basins discharges to the anoxic zones for denitrification. After UV disinfection, effluent enters the White River.
The 2005 upgrade converted the aerobic digesters to mesophilic anaerobic digesters. Half the 25,000 cubic feet per day of biogas they produce fires a boiler (Burnham Commercial) that heats the digesters. Waste gas is flared off. Liquid biosolids from the digesters is thickened in a D-Series centrifuge (Andritz Separation). An auger conveys the 20 percent cake to a 50-cubic-yard hopper that feeds the dryer. The Fenton system includes the hopper, boiler, scrubber, centrifugal blower and two biofilters.
The dryer uses conduction to dehydrate 2 wet tons of cake per hour in batches of 9.5 cubic yards. Inside the drying chamber, a hollow-stem flight auger homogenizes the cake as heated paraffin-based oil in a thermal loop circulates through the flighting, stem, and the chamber’s outer jacket. A slight vacuum in the chamber controls heat and prevents degradation of the biosolids.
A natural-gas-fired 7.5 million Btu/hour boiler (Fulton) maintains temperatures in the chamber at 320 to 340 degrees F for four hours, killing all pathogens and producing Class A biosolids. The dried granules are 90 to 92 percent solids. A 15 hp blower pulls captured steam from the chamber through a duct as a spray of cool water condenses the steam. This water returns to the plant for treatment.
To control odors, an 8,300 cfm Series 41 centrifugal blower (Hartzell Air Movement) draws the cooled air through two 4,150 cfm shredded wood media biofilters in parallel. Treated air is discharged to the atmosphere. “We also collect air above the dryer and over the hopper to reduce odors in the building,” says Kongslie.
Once a batch is finished, the chamber discharge door opens. An auger with a perforated plate separates oversized particles that return to the hopper. Screened biosolids continue to the surge bin to cool. Then two in-series water-jacketed conveyors move the granules to a chute where another auger distributes them to one of three truck boxes.
Five batches fill a box. Operators then replace the full truck with an empty one. The process yields 400 dry tons annually. After verifying that the granules meet the pathogen reduction requirement, the truck is weighed and sent to a farm or off-loaded at the plant’s 2,700-square-foot concrete storage building. Maintenance technician Fred Miller uses a skid-steer loader tractor or compact tractor (both John Deere) to transport biosolids from the building to the 10-cubic-yard public distribution kiosk.
The city realized a return on its investment in seven years. “We were spending $150 per dry ton on tipping fees and $1,200 per truckload on hauling,” says Kongslie. “Now we spend $160 per dry ton on natural gas. Figuring in maintenance, our total production cost is probably $300 per dry ton. Managing Class B biosolids was labor-intensive and difficult because every site had problems. What we’re doing today has dramatically improved our lives.”
The upgrade included a SCADA system that automated the plant and reduced the staff to 9.5 full-time equivalents. Besides Kongslie and Anthony Vendetti, chief operator, the team includes Matt Ellingson and Danielle Lee, operators; Mike Moe, Clay Watkins and Ryan Vonderau, journeyman operators; Ronald Basinger, laboratory technician; Miller; and Twyla Proctor, Kongslie’s part-time administrative assistant. “We run one 10-hour shift five days a week and part-time shifts on weekends,” says Kongslie.
The dryer equipment was more complicated than what the operators were accustomed to, and they consulted with Fenton engineers during discovery and startup. Many fixes involved changes to the programmable logic controller. Today, the dryer runs for 10 hours two to three days per week. Because cake concentrations and drying times are fairly consistent, the system needs only occasional monitoring. “It’s very reliable,” says Kongslie.
In February 2016, operators shut down the dryer for eight days, the longest time it has been idle. As they replaced the substantial but worn auger bearing, they measured wear on all the components. “After 11 years of use, we found practically no measurable deterioration, which alters our original expectation of a 20-year life span for the dryer,” says Kongslie.
With reliable production and quality ensured, the city made Sumner Grow available around the clock. People using the recycling center at the treatment plant saw the distribution kiosk and tried the product. “We had a ‘free’ sign on the kiosk and a picture of a giant pumpkin we’d raised on biosolids,” says Kongslie. “We also have fertilized and unfertilized lawns and landscaped areas to illustrate the product at work.”
City dump trucks deliver 65 percent of biosolids production to farms 15 to 20 miles from the plant. Homeowner usage remains stable, although a March newspaper article about Sumner Grow increased demand. “We achieved our objective of making Sumner Grow attractive,” says Kongslie. “We don’t need marketing strategies because we have such good results doing nothing — 100 percent of our product goes away.”