Develey is a global leader in the production of mustard, sauces and condiments, with a longstanding heritage dating back to its founding in Munich, Germany, in 1845. Over the decades, the company has expanded its footprint significantly, now operating 18 manufacturing sites across 10 countries and distributing products to more than 65 global markets. In 2018, Develey made a major investment in the U.S. market by establishing a 126,000 square foot, state-of-the-art production facility in Tennessee — their first manufacturing site in North America. The $20 million facility was warmly welcomed by the local community and government leaders and brought many new jobs to the region.
While the facility quickly ramped up production to meet growing demand from U.S. retail and co-packing customers, it also presented an additional operational challenge: wastewater management. Due to the nature of condiment and sauce production, the facility generated a considerable volume of high-strength process wastewater requiring pretreatment before discharge. Without sufficient pretreatment, this wastewater would contribute to rising operational costs and concerns about the facility’s ability to meet discharge regulations over the long term. To maintain compliance and ensure reliable, cost-effective treatment performance, Develey needed to identify and implement a robust wastewater solution tailored to the facility’s specific needs.
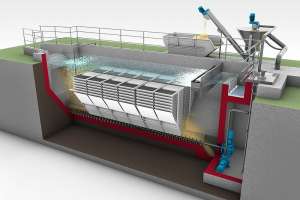
After evaluating multiple treatment technologies, Develey selected the HUBER Dissolved Air Flotation (HDF) system to replace its existing wastewater treatment setup. The HDF offers a compact, high-efficiency design capable of handling the facility’s demanding wastewater characteristics, which includes influent concentrations of up to 9,000 mg/L COD and 2,500 mg/L TSS. Designed for a peak flow rate of 132 gpm, the system is well-suited to meet the facility's production volume and variability.
Download the case study to learn more about the results and benefits of the HDF
Download Case Study