Wastewater operator training is available at schools, online and through various manuals and books. Then there’s the training operators get at the biosolids processing facility at the Michael A. Finn Water Reclamation Facility #3 in Ocala, Florida. They learn chemistry, mechanics, biology, administration, instrumentation and more.
That’s because WRF#3 operates a biosolids drying facility that processes up to 60 wet tons of biosolids cake per day and produces a Class AA product that helps Florida orange growers fertilize their groves. “We provide on-the-job training,” says Robyn Preston, the facility’s lead operator. “It can be a complicated process, but we make it easy. It takes about three months to get the hang of it. You learn a lot here.”
The facility received the Florida Water Environment Association Biosolids Management Award for Small Operations in 2013.
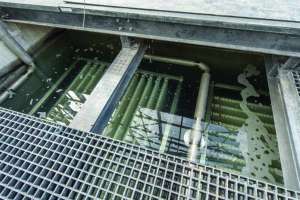
The biosolids dryers follow a wastewater treatment process train that includes biological nitrification-denitrification and tertiary filters. The headworks includes an Infilco Degremont Type II climber screen (SUEZ), a PISTA Grit chamber (Smith & Loveless), and a Wemco Hydrogritter grit removal system (Weir Specialty Pumps). A biotrickler tower (BIOREM Technologies) removes hydrogen sulfide.
Each of the two 1.7 mgd oxidation ditches (Ovivo USA) contains an aeration zone for nitrification and an anoxic zone for denitrification. Each basin has two 100 hp dual-impeller surface aerators in the aeration zone. The lower impeller increases flow velocity to prevent sedimentation. Two 15 hp mixers operate in the anoxic zone.
The clarifiers are center-feed Tow-Bro Unitube units (Evoqua Water Technologies). A cloth disc filter (Aqua-Aerobic Systems) provides tertiary treatment ahead of sodium hypochlorite disinfection. Final effluent flows to a 14-million-gallon public reuse pond used to water a palm tree farm and for subsurface irrigation at the community airport.
Mixing solids
The biosolids process system begins with a holding tank for waste activated sludge from the clarifiers. There is no digestion at the plant. The material is mixed with 4 dry tons per week of anaerobically digested liquid sludge imported from Ocala Water Reclamation Facility #1. The mixture is then treated with polymer (Fort Bend Services) and pumped by progressive cavity pumps (Moyno products by NOV) to two Winklepress belt presses (Alfa Laval Ashbrook Simon-Hartley).
The dewatered cake (18 percent solids) is mixed with 15 dry tons per week of cake from Ocala Water Reclamation Facility #2, which arrives by truck at 16 to 18 percent solids. The entire batch is then fed into two natural-gas-fired indirect dryers rated for 40 and 60 wet tons per day.
The retention time in the dryers ranges from 2 1/2 to three hours. “Each dryer contains three burners,” Preston says. “We maintain a temperature of 480 degrees Fahrenheit on burner one, then 470 degrees on burner two, and finally 350 degrees on burner three, which acts as a polishing zone.” Thermocouples monitor the temperatures.
The granular end product at 96 to 98 percent solids is classified as U.S. EPA Class EQ (exceptional quality) biosolids, also referred to as Class AA (one A for reduced vector attraction and one A for enhanced pathogen reduction).
“It has a fertilizer value of 5-3-0 (NPK),” says Preston. It’s distributed and marketed as Nutrisource throughout Florida, most often as a supplemental fertilizer on orange groves.
A thermal oxidizer (Pollution Systems) burns the volatile organic contaminants in the dryer exhaust at 1,450 degrees Fahrenheit, eliminating particulate and odors. Sprays carry condensate water out of the system through drainpipes.
It’s a simple sounding process, but operating it calls for attention to a number of variables. That makes it perfect for training new operators. “We operate the dryers five days a week, from Sunday night at 11 until Friday noon,” Preston says. The units are staffed by three operators on eight-hour shifts, then shut down for the weekend.
Each new startup requires a detailed routine that is a training course in itself. “When we start up each week, we do a complete check,” Preston says. “The first thing is which dryer we’re going to. Then we check the waste feed pumps, make sure the manifolds are set up correctly, and check the polymer feed.”
Dust control is also important. “We use Dustrol (ArrMaz Corp.),” says Preston. “It’s a petroleum-based dust control agent that we add at the discharge end of the process to keep dust from blowing onto the neighbor’s property.”
The odor exhaust pipe valving is checked, and the discharge conveyor chute is positioned correctly above the trailer bin. Finally, the crew inspects the nitrogen tanks above the thermal oil heater. The tanks need to be full because the nitrogen prevents air from coming in contact with the transfer fluid. “Otherwise the air would oxidize the hot fluid,” he explains.
At that point, the staff has completed a successful plant check and is ready to start the drying process. Again, there’s a precise protocol, beginning with a standby status that brings the thermal oil heater to temperature (200 F on the 40-ton unit, 218 F on the 60-ton). “We also make sure we have cake in the feed hopper so when we hit the start button, we’re not running on empty,” says Preston.
The operators start the thermal oxidizer, bringing its temperature to 1,450 F to ensure odor destruction. “Although they’re not very close, we have some neighbors,” says Preston. “We don’t want any odor complaints.”
The dryer software sequence then kicks in, starting the bin agitator and the feed screw that delivers cake to the wet-end housing of the dryers. The condenser and blower fans are started; the thermal oil pump is set at 380 gpm. After burner No. 1 is started, the other two follow in a timed sequence.
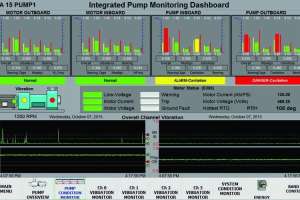
Once underway, the process is closely monitored for temperatures, trends and feed rate. “The operators monitor the control panel regularly,” says Preston. “They need to watch for consistent temperatures. If the cake is too wet, it requires more detention time and has a larger heat demand, so we slow down the feed rate, decrease the auger speed and raise the burner temperatures.” On the other hand, if the feed cake is very dry, the crew can speed up the auger, resulting in less detention time, and lower the burner temperatures.
The decibel level is monitored, too. “The eight-hour OSHA limit is 90 dBA, but the process isn’t that loud and the biosolids building is open on both sides,” Preston says. “Everything has to stay in balance. Our operators have to be able to think three hours in advance, from zone one to discharge.”
It takes about three months for a new operator to get comfortable with the system. “Training involves working on the job with other operators and reading the O&M manuals,” Preston says. “We give a new person two straight weeks with an experienced operator on the dryers. Then they operate alone, but with somebody always nearby to answer questions and provide assistance.”
The Ocala team consists of seven operators, four dual-certified in drinking water and wastewater. Preston has a dual Class A license and is a three-time top performer on the State of Florida exams. Bill Davis has a Class B wastewater license, and five others — Pete Jackson, Don Cook, Robert Boggess, Ken McCalla and Rodney Perea — have Class C wastewater licenses. Cook, Boggess and Perea are also licensed on the water side. The average length of service of an operator at Ocala is 10 years.
“Ken McCalla is just 22 years old,” says Preston. “I like to see young people getting into this industry.” To help that trend, Preston works hard at public education. He conducts tours, gives slide shows and provides samples of the pelletized end product for folks to examine.
“Only through teaching and talking about it will we bring new people to the profession,” he believes. “We should emphasize that the job pays well and it’s steady work. A young person just out of high school with a good attitude can earn up to $40,000. And you’re not out in a drying bed shoveling — you’re pushing buttons and out comes fertilizer,” a valuable product that helps Florida’s agricultural economy.
“It’s not for everybody. Lots can go wrong, but it’s a challenge. You could be a mechanic, a biologist, a chemist, anything you want in this business. You could work in the office, at the plant or in the field. It’s not just earning a salary.”
To the team in Ocala, indirect drying is among the most environmentally sound ways to deal with biosolids.
The community lies atop a shallow aquifer in karst limestone geology. The honeycomb formation gives rise to several crystal-clear springs and rivers. In fact, the Ocala area is one of the world’s leading areas for first-magnitude natural springs that gush out of crevices at tens of millions of gallons a day, or bubble up through sand boils. One of the most popular is Rainbow Springs, which includes a 250-foot-wide pool of clear water and is on the National Natural Landmarks list.
“Landfilling of biosolids or land spreading would not be acceptable here,” says Robyn Preston, lead operator at Ocala’s Water Reclamation Facility #3. “We need to keep nitrates out of the groundwater.”
The drying process includes a natural-gas-fired thermal oxidizer that eliminates objectionable odors. The dryers also pass metals tests. “We monitor monthly for arsenic, lead, cadmium and copper, and we’ve never even come close to exceeding our metals limits,” says Preston. “The dryer is a green way of treating biosolids.”