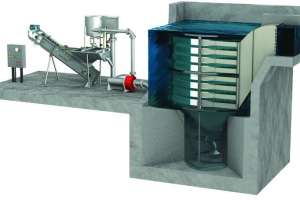




Problem: The Milwaukee (Wisconsin) Metropolitan Sewerage District needed to reduce the mixing energy in the anaerobic digestion process at the South Shore Wastewater Treatment Plant while maintaining consistent and optimal volatile solids destruction and methane gas production.
Solution: A study compared two 125-foot-diameter anaerobic digesters to determine if the JetMix Vortex Mixing System from Evoqua Water Technologies could perform better than linear motion mixing at a reduced energy level. The JetMix system uses two pumps with 100 hp motors, delivering 9,000 gpm through nine jet nozzles. A variable-frequency drive optimized the run periods for less variable, optimal volatile solids destruction and methane production.
Result: The district found that the total energy use could be reduced by over 80 percent without negative impacts on volatile solids destruction, gas production or operation of the digesters. The district was able to optimize methane gas production, preventing spikes and providing a consistent flow to its cogeneration units. 800/524-6324; www.evoqua.com.
Problem: The South Lake Utilities Municipal District in Clermont, Florida, became frustrated with the high cost of hauling liquid biosolids straight from the digester, as land application was no longer available in the area.
Solution: A local representative introduced the plant’s director of utilities to Flo Trend Systems’ Sludge Mate dewatering containers. Using the system with a Poly-Mate Polymer Injection Unit and specially formulated Flo Trend Polymer, the plant reduced the volume and weight of hauled material by 85 to 90 percent.
Result: The utility has seen a significant savings. “We have an annual savings of $80,000, and this reduction will continue for the life of the system,” says Randy Corbin, director of utilities. “The box paid for itself in savings after the first nine months. It truly is dewatering made simple.” 713/699-0152; www.flotrend.com.
Problem: Operators of the East Providence (Rhode Island) Wastewater Treatment Plant sought to update their two-digester segregated system (one for primary sludge, one for waste activated sludge) to improve biosolids processing cost and efficiency.
Solution: The plant converted its old system into a pair of co-mixed, recirculated holding tanks. New positive displacement pumps keep the biosolids mixed and feed the dewatering system. Two old belt presses were replaced with a single rotary press from Fournier Industries.
Result: The district no longer has to haul liquid biosolids, and the overall processing cost is half of what it used to be. “The Fournier rotary press has been in continuous operation for over 3 1/2 years and we haven’t changed anything,” says Tom Azevedo, project manager with United Water, which operates the plant. “Over that period, there have been no major maintenance issues.” 418/423-6912; www.rotary-press.com.
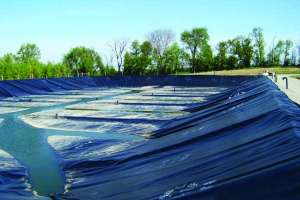
Problem: United Liquid Waste Recycling of Watertown, Wisconsin, recycles food and beverage waste into valuable byproducts such as fertilizer. Its biological treatment process released odors. The anaerobic treatment process needed to be improved to enable the company to expand. The two lagoon anaerobic digesters needed an affordable system to capture biogas and control odors.
Solution: The company selected Industrial & Environmental Concepts to cover the two 3 1/2-million-gallon ponds. The 57,600-square-foot membrane covers collect the biogas and channel it to a draw-off location where the company can effectively control it. The covers are functional at any water depth, providing operational flexibility. The company injects its fertilizer product into farm fields twice per year, so the system needs to function whether the ponds are full or empty. Minimal maintenance is required.
Result: The design used existing infrastructure, making the upgrade efficient and uncomplicated. The covers continue to perform as advertised. 952/829-0731; www.ieccovers.com.
Problem: The Western Wake Regional Water Reclamation Facility in North Carolina’s Research Triangle region needed to meet strict nitrogen and phosphorus standards for permitted discharge to the Cape Fear River and for reclaimed use at the plant.
Solution: Plant personnel chose an advanced five-stage biological treatment process for biological removal of nitrogen and phosphorus, followed by secondary clarifiers. The clarified effluent flows by gravity to eight HSF2220-2F Hydrotech Discfilters from Kruger USA, followed by UV disinfection. Biosolids are dewatered with belt filter presses and dried with BioCon dryers. The Class A product is sold and transported off site by a nutrient management company and applied as an agricultural soil amendment.
Result: The Hydrotech Discfilters treat 15.3 mgd average and 47.5 mgd peak flows. Two wet biosolids cake silos, two BioCon dryers, a dry-product handling and storage process including a pelletizing and screening system, and an inert gas and dust collection system complete the process. The two-dryer system is designed for a build-out capacity of 14 dry tons per day. The dryers minimize the amount of biosolids handled and provide a desirable and marketable product. 919/677-8310; www.krugerusa.com.
Problem: Naval Air Station Jacksonville is the largest Navy base in the Southeast and the third-largest in the nation. To meet the Navy’s aggressive energy reform targets, the base searched for technologies to reduce energy consumption.
Solution: The base hired NuTerra Management to implement its CleanB system into the wastewater treatment plant. A unit was installed to treat waste activated sludge to Class B standards before dewatering.
Result: The project substantially reduced energy consumption and lowered overall biosolids costs by eliminating aerobic digestion. The solution produced Class B biosolids suitable for land application. 904/819-9170; www.nuterra.green.
Problem: The West Point Treatment Plant in Seattle, Washington, treats up to 90 mgd during the dry months and up to 440 mgd during the rain/storm season. The facility had six climber-style bar screens with 5/8-inch bar spacing. Over time the bars bent, allowing larger material to pass through and creating maintenance issues. By permit, the county was mandated to have no identifiable plastics going to the wheat fields; the existing screens needed to be replaced.
Solution: King County and design engineer CDM Smith decided on ProTechtor Multi-Rake Bar Screens from Kusters Water with 6 mm and 10 mm bar spacing due to their reliability, low maintenance, and easy-cleaning bar rack. The screens include multiple rakes typically spaced on 5-foot centers that clean the bar rack every five seconds at the highest speed setting. This increased cleaning frequency is advantageous, particularly under higher flow conditions. If there is damage to the bar rack, each individual bar can be quickly and easily replaced by maintenance personnel with simple hand tools.
Result: The screens were placed into service in the summer of 2014, and plant operators have indicated improved screening removal efficiencies, as well as improved performance of downstream processes. 800/264-7005; www.kusterswater.com.
Problem: The City of Lake City, Florida, operated a pair of 60-foot-diameter secondary suction tube (organ pipe) clarifiers from 1974 to 2013. In their later years the clarifiers required high maintenance, exhibiting frequent suction tube clogging and sludge return box seal failures.
Solution: Ovivo USA’s Clarifier Rebuild Group replaced the clarifier components with new-style spiral-blade clarifier systems using a center manifold device (CMD). The existing tank’s piping used the typical centrally and concentrically located return activated sludge (RAS) pipe within center support/influent columns. The CMD allows the sludge collected by the spiral blades to be withdrawn through the existing under-tank RAS piping without modification.
Result: The project saved the expense of digging into the reinforced concrete of the tank bottom to relocate the RAS collection port and its connection to the existing piping layout. The clarifiers have been reliable and consistently perform better than the original units. Since no tank modifications were required, the clarifiers could be converted to the new-style mechanisms without any construction delays for under-tank piping changes. 512/834-6000; www.ovivowater.com.
Problem: The Granite Falls (Minnesota) Wastewater Treatment Plant’s original main lift station was built in a floodplain on the Minnesota River. It lacked sufficient capacity and was in poor condition. Removal across the step screen was poor, creating maintenance issues in the pumps and introduction of inert solids into the package plant and sequencing batch reactor. The few solids removed through the step screen contained high moisture and fecal content.
Solution: The city hired Stantec to design a new higher-capacity lift station located outside the floodplain and equipped with a Parkson Corp. Aqua Guard 6 mm screen with an Aqua Wash Press.
Result: Since the Aqua Guard screen was installed, the plant has operated in a mode to flush the system of rags and inert material. “I was impressed by the volume of solids removed by the Aqua Guard,” says operator Cindy Fjermestad. “Thirty-five gallons of washed, dewatered, compacted material is now removed per week, compared with 16 gallons of wet, uncompacted material with the old screen.” Operator Jim Finken adds, “We have seen a reduction in rags in pumps and will see a reduction in the rags and inerts in the clarifiers. In addition, the Aqua Guard screen has reduced grit from our grit system by 50 percent.” 888/727-5766; www.parkson.com.
Problem: The Madisonville (Kentucky) Wastewater Treatment Plant’s biosolids dewatering system required constant monitoring and was subject to consistent downtime, frequent maintenance, and high energy use.
Solution: Prime Solution’s Rotary Fan Press 48 Dual 2.0 Skid System was installed in March 2015, replacing an old belt filter press. Since the press is a plug-and-play system, the installation went smoothly.
Result: “Amazingly, the outcome is always stable at 20 percent solids,” says operator Dean Durham. “No matter if the incoming biosolids are lower or higher in solids. The system is always automatically adapting. And Prime’s service technicians were on site to assist with the startup and have been available for support as needed as the plan ramped up.” Less cleanup, less downtime and lower energy use provide savings. 269/694-6666; www.psirotary.com.
Problem: A pickling and canning company in North Carolina faced handling of solids produced by a 0.4 mgd wastewater treatment plant. Its rental belt press could produce landfill-quality solids, but at only 15 percent solids. Disposal costs over $250 per dry ton required a more cost-effective solution.
Solution: PWTech conducted a pilot study with the Volute Dewatering Press next to the rental belt press. Cake solids content increased up to 53 percent above the belt press average solids content while the volute was operating at 133 percent of rated capacity. Further testing revealed that the volute could substantially improve solids capture and cake solids while operating at over 300 percent rated capacity.
Result: The ES353 Volute press saves the company up to $100,000 per year in disposal fees and a similar amount by eliminating rental fees. SCADA-linked touch-screen controls remove the requirement for a dedicated press operator. A modular dewatering drum allows the plant to order a unit with two drums installed, then add an additional drum if throughput increases. 410/238-7977; www.pwtech.us.
Problem: Regulatory, economic and environmental pressures prompted a midsized Arkansas plant’s operator to seek a drying system that could transform biosolids into Class A product, eliminating the time, transportation and landfill costs associated with Class B biosolids.
Solution: The Therma-Flite drying system fills the need for a continuous-feed system matched to the community’s dewatering technology and the need for odor control. Software is preprogrammed with the right timing and temperature variables during startup and testing, and the dryer can run 24/7 with less operations staff. The system runs five days a week, 14 hours a day, starting with material at 19 to 20 percent solids. The final Class A dried product is about 94 percent solids.
Result: Three years from the startup, the city has achieved its goals. Class A biosolids eliminate trucking and disposal costs, saving more than $400,000 annually. The plant is recovering nutrient-rich material valued by local hay farmers. 877/379-7537; www.therma-flite.com.
Problem: The Springfield (Illinois) Metro Sanitary District Sugar Creek Plant will expand over the next two years. With no current dewatering capability, the plant treats liquid biosolids with lime and land-applies it on fields at the plant. Plant personnel sought efficient dewatering options.
Solution: Schwing Bioset ran a dual demo of its screw press and Bioset system. During the pilot, the company brought its FSP 600 Screw Press to dewater the partially aerobically digested waste activated sludge. The dewatered product was then passed along to the mobile Bioset reactor, an advanced alkaline stabilization process that produces a Class A/EQ biosolids. Over the two-week pilot, the screw press produced a dewatered product of 30 percent solids on average, even while operating the machine at 130 to 150 percent of design throughput capability. After polymer optimization, the end result was realized with 14 pounds of active polymer per ton, and the capture rate was above 95 percent. The Bioset system was used during the entire second week, producing the Class A/EQ product.
Result: Based on the pilot results, plant personnel are designing the new biosolids-handling facility to include two screw presses, each with capacity of 1,330 dry pounds per hour. They are also installing the Bioset Process configured as a Class B system. Space was left to upgrade to Class A in the future. 715/247-3433; www.schwingbioset.com.
Problem: Porcynergie’s methanization plant in France’s Marne River Valley processes livestock manure and crop byproducts. The plant wanted to eliminate waste disposal costs and take advantage of government renewable energy incentives, notably sale of electricity produced from biomethane.
Solution: RWL Water provided equipment that allows the plant to convert 39 tons of farm waste a day into methane for power generation and hot water. The equipment included liquid manure harvest tanks and crop byproduct silos, a premix and pulverizing tank, a 1,900-cubic-meter anaerobic digestion tank, a gasometric dome made with a double-sealed membrane above the digestion tank that stores the biomethane, a 700-cubic-meter post-digestion tank, a 250 kW cogenerator, a flare, and digestate storage tanks for fertilizing.
Result: The Porcynergie methanization plant turns farm waste into a valuable and previously untapped resource. 800/879-3677; www.rwlwater.com.
Problem: A large Florida city was experiencing chronic hydrogen sulfide odor and corrosion problems at a force-main discharge manhole and further downstream at a lift station, resulting in community complaints and collections system corrosion. The force main was located in the median of a busy roadway with no place to store a permanent chemical injection system. The force main length is 8,600 feet with a diameter of 8 to 10 inches and a retention time of 4 to 6 hours. It has a wastewater flow of 0.128 mgd, and prior to treatment, had a baseline of hydrogen sulfide vapor levels at 50 to 119 ppm and total liquid sulfide levels at 7.8 mg/L at the control location.
Solution: USP Technologies performed a system trial using its Cloevis biofilm removal service. The trial quickly reduced hydrogen sulfide to desired levels at both control points and eliminated all odor complaints. The initial conditioning period involved two separate 24-hour treatments, which were completed two days apart. Maintenance treatments included one 12-hour treatment after the first 12 days and one 8-hour treatment after an additional 24 days. As ongoing maintenance, treatments are completed every three to four weeks, depending on the rate of biofilm regeneration.
Result: Since the initial conditioning period, hydrogen sulfide average levels have steadily been at 5 ppm or less at the force-main discharge manhole and sulfides at the downstream lift station have been significantly reduced. 877/346-4262; www.usptechnologies.com.