Dalton Utilities boasts an impressive list of awards in the past 14 years, including consecutive Georgia Association of Water Professionals (GAWP) awards for all three of its water plants. This is no surprise when you consider the utilities’ innovative, forward-thinking philosophy. The Mill Creek Water Treatment Plant is a good example.
In 2008, Mill Creek became the first submerged membrane filtration plant in the state, when the old conventional plant was phased out over 18 months. Plant operators had no experience with membrane technology and needed extensive training. Bringing the plant up to speed required experimentation and fine-tuning. A switch from chlorine gas to sodium hypochlorite disinfection — for safety reasons — meant even more training.
“We looked at a lot of technologies for the plant upgrade,” says Leslie Rush, Dalton Utilities vice president of watershed operations and water and wastewater treatment manager. “We chose membranes for their physical barrier to bacteria and the ability to reduce total organic carbon (TOC). As a utility, we are always looking at cutting-edge technologies to make our operations more efficient.”
Five years later, the effort has paid off in a plant that easily meets quality requirements and complies with the U.S. EPA disinfection byproducts rule. And it continues to win accolades.
Dalton Utilities began in 1887 as Dalton Water Works at the site of the Crown Cotton Mill spring. Today, the utility’s water system serves more than 34,000 customers in the City of Dalton and Whitfield and Murray counties.
Nineteen operators run the three water treatment plants: Mill Creek, V.D. Parrott Jr. and Freeman Springs. The 13.2 mgd Mill Creek membrane plant is named after its water source. A 50.2 mgd conventional multimedia filter plant, V.D. Parrott Jr. draws its water from the Conasauga River and Coahulla Creek. Freeman Springs, a 2.0 mgd pressure vessel treatment plant (no floc chambers or sedimentation basins), uses groundwater under the influence of surface water. Three offsite storage reservoirs provide 2.7 billion gallons of storage for drought contingency.
The Mill Creek plant, formerly called the Dalton Water & Electric Plant, was built in 1911 with a 0.5 mgd capacity. The plant grew along with industrial users’ demand for water. In 1960, production increased to 8 mgd with an addition of a circular package plant.
A 1995 upgrade brought that up to 12 mgd. Treatment then consisted of potassium permanganate and ferric chloride feeds followed by flash mixing with lime addition. From there, the water was fed to the floc chamber, then to the settling basin and sand filters. Fluoride and chlorine were added before the water was sent to the clearwell.
The 2008 rebuild/conversion to membrane technology increased capacity to 13.2 mgd.
“With each upgrade, we’ve tried to maintain the historic nature of the building and the site,” says Rush. “With the 2008 upgrade, we combined the old with the new.”
Don Johnson, water and wastewater treatment manager, adds, “We started looking at system designs and pilot testing three years before the new plant was built. We asked the operators for input, since we wanted to know how they felt about the technology and the different systems.”
Rush comments, “We pilot tested two different submerged membrane systems and ultimately chose this technology because it could be retrofitted into a smaller space and consume less energy. We then got together with the operators and our engineering firm to talk about where the pumps and valves should go for ease of operation.”
There were many goals in rehabilitating Mill Creek, including the ability to meet regulatory and quality expectations for the next 20 years. “The driver for choosing membranes was regulatory, including the Long-Term 2 (LT2) surface water treatment rule for Cryptosporidium and Giardia removal, and the Stage 2 disinfection byproducts rule,” Rush says.
Other objectives were to reduce the footprint and flood-proof the plant. “We increased capacity while reducing the filter footprint from 2,000 square feet to 576 square feet,” says Rush. “We were able to do this by using existing buildings and because the membranes take up less space than the sand filters.”
Flood-proofing involved raising power transformers and all doors and windows above the floodplain and installing a submarine door to protect electrical equipment. Other modifications included:
Completed on time and under budget, the upgraded plant is functioning as designed and meeting regulatory requirements. Operating costs have been reduced, as the membrane system requires fewer chemicals. It also creates less sludge.
The new system flow path is similar to the old one: raw water is treated with sodium permanganate and poly-aluminum chloride before it is sent to the Chemineer flash mixer, floc chamber and settling basin. From there it flows to 1 mm Johnson Screens gravity well screens and on to the membrane system (Siemens Water Technologies). The membrane filtrate is finished with fluoride, sodium hypochlorite and sodium hydroxide and sent to the clearwell.
The plant’s six operators knew nothing about membrane treatment before the plant upgrade and went through two months of classroom and hands-on training from Siemens. “Basically, it was like starting all over,” says Johnson. “All they knew was sand filtration.” It helped that the operators were on site during construction and understood the changes being made as the renovation progressed.
During construction, the V.D. Parrott Jr. plant operated at a higher flow to treat the Mill Creek plant’s water. “Our distribution system is interconnected, so we used the other plant’s services for a full year until Mill Creek was ready,” says Rush. The Mill Creek plant kept its old package plant online during that time to treat some of the water, while V.D. Parrott Jr. treated 4 to 5 mgd of the influent.
“Our new plant had a short startup period because we didn’t want to go through the whole summer with the other plant treating our water,” Johnson recalls. During startup, Mill Creek operators performed a dry run with the membrane system, testing and wasting the water. “That is where a lot of their training came in,” says Rush. “The contractor was there during that time, which helped.”
Despite the training, it took operators a full month to feel comfortable with the membrane system. “They were excited and challenged at the same time,” says Johnson. “They were excited by the new technology and the fact that it allows them to produce the best water they can. Nothing smaller than 0.04 microns can get through those membranes, and that gives them peace of mind.”
Rush adds, “We still have to chlorinate to maintain a residual. We considered UV treatment, but we weren’t comfortable with the technology at the time. A lot has changed in the five years since the new plant went online.”
Now, five years later, the unease operators felt about membrane technology is a distant memory. “They have done a tremendous job running and maintaining this plant,” says Rush. “It looks as good as it did when it went online. They are true professionals.”
Adds Lori McDaniel, Dalton Utilities spokesperson, “We conduct lots of tours, and the operators take great pride in showing off their plant.”
On a typical day, the plant’s shift supervisor and an operator arrive at 6 a.m. and run a variety of lab tests every hour, including turbidity, pH and chlorine residual. They also perform alkalinity, hardness, iron and manganese tests throughout the day.
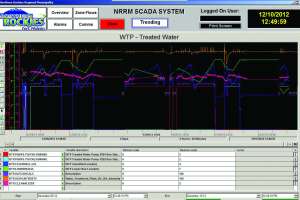
They monitor several parameters on the SCADA system and check the membrane system’s 120 air-operated valves to make sure they open and close and don’t leak air. They also perform light maintenance, such as valve exercising and motor greasing, along with cleaning and painting. Grounds work is contracted out, and a dedicated maintenance crew handles the larger jobs.
Operators had to learn how to obtain information required to substantiate membrane plant operation, such as transmembrane pressure (TMP) and pressure decay test results. They ran many tests to fine-tune the chemical addition. “During the design phase, we were able to relocate chemical feed points for better detention time and mixing,” says Johnson.
The submerged membrane system programmable logic controller (PLC) is tied into the plant SCADA system. “It took the operators a little time to understand what they were looking at on the PLC,” says Johnson. “Some of the terminology, like TMP, is different.”
Although the plant is running well, there are a few challenges. “We’re seeing some valve problems from wear and tear, so we will be replacing those,” says Rush. “Operators have a weekly inspection list, and they check the valves once a week to see which ones may cause problems.
Manganese removal with the membrane system also poses a challenge. Johnson observes, “During backwashing, the membranes introduce a lot of air into the system, and any residual manganese not already oxidized can pass through the membranes. We didn’t have to worry about that with the sand filters.”
Operators have to make sure they convert all the soluble manganese to an insoluble form by adding an oxidant so it will settle and not pass through the membranes. In the future, the team may look at improving manganese removal before membrane treatment.
The system’s capacity is good for the next five to 10 years. Even though the plant is designed for 13.2 mgd, the flow averages 7.3 mgd. “It was designed for peak days — Monday through Friday — because 60 percent of our users are industrial,” says Rush.
Demand increased before the new plant was designed and then decreased as industries began conserving water to reduce costs and comply with restrictions during a 2007 drought. “Once usage goes away, it doesn’t come back,” says Rush. “On the plus side, the fact that our plant has expanded its capacity may attract more businesses, and we have had several new industries come to town.”
More business could mean a need to upgrade plant capacity in the future. The team may also look at changing the chemical feed system to reduce costs and save energy. Regulations may also change. “Not long ago, a turbidity level of 0.5 NTU was OK, but now the standard is 0.3, and it will only get tighter in the next few years,” says Johnson. “Today, with improved technology, we can actually detect levels of 0.3 and lower!”