Grit passing through wastewater treatment plant headworks can cause substantial damage to equipment downstream, wearing out pumps and accumulating in downstream basins. Over the years, engineers and product manufacturers have tried different approaches to removal, with varying degrees of efficiency.
Capturing grit has been largely an exercise in slowing down the flow, changing flow patterns, creating obstacles to grit particles’ progress and various combinations of these. Now HUBER Technology has introduced a high-efficiency grit removal system that also helps take FOG out of the wastewater stream.
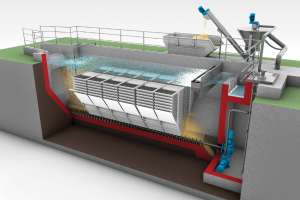
The Grit Trap GritWolf system has an aerated chamber where FOG is collected. A separate unaerated chamber traps grit by way of a lamella separator that uses a multitude of settling surfaces for maximum removal efficiency. It can remove 95 percent of grit grains 75 microns and larger, although the actual removal efficiency depends on the flow rate and the treatment plant’s objectives.
The system is available in different sizes for flow rates from 1 to 20 mgd and is designed to require significantly less space than conventional grit-removal systems. Gary Wesselschmidt, central regional sales director, and Sandra Schuler, team leader for mechanical treatment, talked about the technology in an interview with Treatment Plant Operator.
TPO: What market need led to the development of this technology?
Wesselschmidt: The traditional approach to remove grit was to put in a wide channel to slow down the flow so that the grit would settle. Vortex grit removal has been popular for about the past 40 years. Stacked tray separators emerged about 10 years ago. The GritWolf system is designed to address the removal of fine particles from the waste stream independent of flow variation and to do that with a very little energy requirement.
TPO: How would you describe the basic design of the system?
Wesselschmidt: The GritWolf is basically a grit settling tank that is aerated in the first stage to remove grease, and a second stage that incorporates stacked parallel plates, or lamellas. The wastewater enters the unit and in the process of flowing to the outlet weir, the grit comes in contact with those parallel plates and settles. So in a smaller-size tank, with the addition of the parallel plates, we are enhancing the surface settling area.
TPO: What is the importance of capturing grease as part of a grit-removal system?
Wesselschmidt: Feedback we received from the consultants and operators is that FOG negatively affects the performance of systems that use stack or parallel plates. They thought it would be beneficial to have grease removal as part of the device, first to protect the parallel plates and second to keep FOG from accumulating in the primary clarifiers and other downstream equipment.
TPO: How does the grease removal step of the process work?
Wesselschmidt: The flow first enters a zone where we introduce fine-bubble air that floats the FOG to the surface. A skimmer system that consists of a cable-driven paddle then skims the material into a pit, from which it can be pumped to a digester or a dump container.
TPO: How does the grit removal side of the process operate?
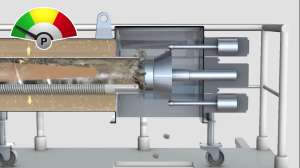
Wesselschmidt: At the inlet, a baffle directs the flow and grit downward and gets the grit moving toward the bottom of the tank to enhance settling. In the second zone of the process, the grit crossflows through the parallel plates, making it very difficult for grit particles to find their way to the overflow without settling. Once the grit contacts the parallel plates, settling is enhanced. The grit settles to the bottom of the tank, where a time-controlled horizontal screw conveyor moves it to a pit that can be pumped out on a timed basis to a grit washer. At the end of the process there is an overflow weir where the flow leaves the system.
TPO: How would you characterize the efficiency of this system in terms of percent of grit particles removed?
Schuler: The big target is 95 percent removal of particles 75 microns and larger, but this needs to be seen in the context of the design flow range and the target grit removal rate.
Wesselschmidt: We’re basically asking the customer: What are the particle sizes you want to remove? And what is your flow rate? The combination of those two factors will determine the settling surface needed. We have single-sided and double-sided configurations.
TPO: How does this system compare with other alternatives in footprint and cost?
Wesselschmidt: The width of the unit is 10 feet, and the deepest unit is only 10 feet deep.
Therefore from a construction standpoint, it will cost less to construct. It costs less to dig a shallower hole than a deeper hole. The deeper you go, the more likely you are to encounter bedrock or the water table and have to pump out the excavation. So the shallower the installation, the lower the cost to build.
TPO: What has been done to prove this technology?
Schuler: Our designers first did flow studies and then built a 1 mgd unit for pilot testing. The first pilot test was performed close to our headquarters in Germany, using different test sands to determine how much of each fraction was removed. After that, we shipped the unit to the U.S. It is now set up on South Padre Island (Texas) at the wastewater treatment plant of the Laguna Madre Water District. This product is not completely new technology, but the combination of processes is new: a crossflow lamellar separator, a screw conveyor, the combined aerated and unaerated settling zones, and a system to remove FOG.