










A study of equipment reliability at an industrial plant found that 40 percent of overall failures of rotating equipment, such as pumps and mixers, were due to bearing failure.
It also found that 48 percent of the bearing failures were due to particle contamination and 4 percent were due to corrosion caused by liquid in the oil. That means bearing oil contamination accounted for 52 percent of all bearing problems and 21 percent of all rotating equipment failures. [1]
One of the most effective ways to prevent contamination from water, dust or other process fluids is with effective bearing protection. Bearing seal upgrades have been proven to work, and with return on investment of only a few months in some cases.
Water and wastewater treatment plants are full of rotating equipment whose bearings can fail without proper seal protection. These failures occur for a number of basic reasons.
Particle contamination is a major problem. Even microscopic particles suspended in the air can eventually find their way into bearings. Although the bearing housing offers some protection, ingress can still occur.
One significant contributor to bearing oil contamination is a “breathing” process that occurs in all rotating equipment. When equipment rotates, the bearing housing heats up; the oil/air mixture inside then expands and is forced through the seal. When the equipment cools, the oil/air mixture cools and contracts, sucking air from the environment through the bearing seals and back into the housing.
Over time, particle contamination builds up inside the bearing, eventually leading to oil contamination, abrasion and bearing failure. If bearing seals are to work effectively, they must facilitate this breathing cycle while preventing particle contamination.
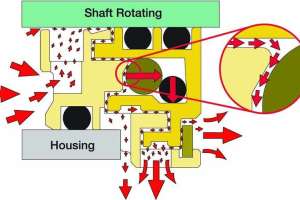
Some modern labyrinth seals have an air purge design that makes them suitable for use in extreme environments and applications where contamination may completely cover the seal or equipment (Figure 1). These seals use a positive air purge to enhance the performance of the labyrinth, along with mechanical seal pressure balancing technology to maximize the seal performance and minimize air consumption.
Moisture can enter bearing housings through seals as water vapor or via a stream of water from hose-down operations. It can also enter through the breather vent, from widely used nonpressure balanced constant level lubricators, or from abraded oil ring material.
Water vapor present in the atmosphere causes many contamination problems. Even though the air in plants may appear dry, moisture is always present. Because warmer air holds more water vapor, air around hot machinery will have higher relative humidity.
The pathway for water vapor into bearings starts when the bearing house begins to breathe (Figure 2). As the machine cools, warm and moisture-laden air is sucked back into the housing. As the equipment cools and reaches the dew point, minute water droplets form inside the bearing. Just as dust accumulates, this moisture builds up, causing corrosion and eventually failure.
Moisture and humidity alone can damage mechanical components, but they can also create an even more corrosive combination for bearings when coupled with noxious elements from the air around the production process.
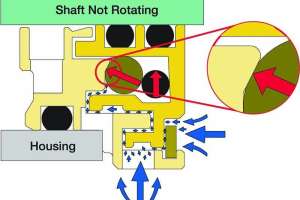
The best way to deal with this moisture contamination is to use a modern labyrinth bearing protection which, when the shaft stops rotating, creates a perfect vapor seal against moisture and dust. These designs also protect against other sources of moisture, such as water jets, and can operate in totally flooded or submerged environments (Figure 3).
Overheating is another cause of bearing failure. The trick is to run the bearing at optimum temperature; that requires optimum lubrication. A sure sign of bearing overheating is discoloration of the rings, balls and cages in shades of blue to brown. Unless the bearing is made of special alloys, temperatures of about 292 degrees F (200 degrees C) can anneal the ring and ball materials, resulting in loss of hardness and, in extreme cases, deformation of the bearing elements.
The most common causes of overheating are excessive speed, inadequate heat dissipation (insufficient cooling) and lubricant failure.
Overheating is a major issue, as even slightly elevated temperatures can cause oil or grease to degrade or bleed, reducing lubrication efficiency. Under even higher temperatures, oxidation destroys lubricating elements and leads to formation of carbon, which may clog the bearing. The best way to extend lubricant life and keep it in optimum condition is to use a labyrinth bearing protector, proven to prevent contamination ingress and lubricant egress.
Another major reason bearings fail is improper lubrication, which accounts for about one-third of failures. Reasons for inadequate lubrication range from poor lubricant viscosity, prolonged service or infrequent changes, excessive temperature, the wrong type of lubrication, and over-lubrication (the rolling elements of bearings operate at their optimum temperature when the minimum amount of lubrication is used).
Creating optimum lubrication is a balancing act: Both over- and under-lubrication can create problems, as will use of a lubricant not suited to the equipment. Consistency, viscosity, oxidation resistance and anti-wear characteristics all figure into lubricant selection. Usually, the application dictates the amount, type and frequency of lubrication needed.
In recognition of bearings’ vulnerability, more advanced labyrinth bearing protection seals have been developed to protect against all the major types of contamination. These seals are non-contacting in operation to avoid shaft wear, and they incorporate dynamic lift technology to protect against breathing issues.
The technology uses the centrifugal force of rotating equipment to open a temporary micro-gap, allowing expansion of the oil-air mixture in the bearing housing and enabling the equipment to breathe. When the equipment stops rotating, the micro-gap immediately closes, forming a perfect seal that keeps dust and moisture from being sucked back into the bearing housing (Figure 4).
These labyrinth seals can reduce water contamination of the bearing oil from as high as 83 percent to just 0.0003 percent compared to lip seals, even when exposed to high-pressure water jets. They are also designed with a thinner cross section and seal length, and thus can be retrofitted on more equipment without modifications. The seals can be retrofitted to damaged shafts, avoiding costly replacement.
Bearings require a continuous clean film of lubricant in the appropriate amount. An effective way to achieve this is with labyrinth bearing protectors. They can help increase reliability in pumps, electric motors, fans, pillow blocks, steam turbines and gearboxes.
About the author
Chris Rehmann is business development manager for AESSEAL, a company specializing in design and manufacture of mechanical seals and support systems based in Knoxville, Tennessee, www.aesseal.com.
References: [1] Bloch, Heinz; Pump Users Handbook: Life Extension, 2011.





















