The town of Lee, Mass., is known as the gateway to the Berkshires, and for its New England charm. This progressive town of 5,200 is also home to an award-winning wastewater treatment plant.
The new facility was long overdue. The original 1 mgd extended aeration activated sludge plant was 40 years old, and most equipment was approaching or exceeding its design life. “In 2005, the town received a consent decree from the state Department of Environmental Protection to upgrade or build a new plant to treat high flows, which sometimes reached 4.88 mgd from heavy rain and snow melt,” recalls Alan Zerbato, plant supervisor and chief operator.
Planning for the new plant began in January 2005, construction started in July 2006, and the plant was commissioned in March 2008. It cost $22.2 million, paid for with a 20-year loan at 2 percent interest.
Plant operators were challenged to learn the new equipment and tweak it to get the best results. Later, they had to contend with a stringent new permit limit on total phosphorus. They succeeded on both counts, and the plant won the 2012 regional U.S. EPA Wastewater Treatment Excellence Award for efficient operation and performance.
After receiving the consent decree, town leaders formed an oversight committee charged with choosing an engineering firm to look at new treatment technologies. The committee evaluated the technologies, while considering energy efficiency.
"I was a member of the committee, as were other volunteers from the town,” says Zerbato. “We all had different areas of expertise. We put in a lot of time and really did our homework. Our Public Works superintendent, Chris Pompi, who oversaw the building of the new plant, put a lot of time into the project and was very supportive during the transition.”
The consensus was to go with sequencing batch reactor (SBR) technology. The plant also includes $83,000 worth of energy efficient equipment: motors, variable-frequency drives, automated lighting and instrumentation that controls on-off times for the blowers and mixers. The Metcalf & Eddy engineering firm designed the plant, and C.H. Nickerson was the general contractor.
Key features of the new plant include:
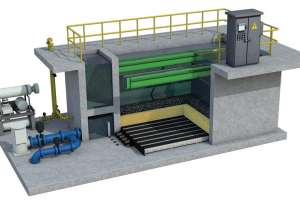
Influent enters the headworks and flows to the screening and grit removal system, then enters one of two wet wells. From there, it is pumped to the SBRs. After treatment, the wastewater goes to settling and sludge wasting. Sludge is dewatered to 6 percent solids and transported offsite for incineration.
During the final (decanting) phase, the clear effluent flows to the post-equalization tank, which maintains a constant flow to two disk filters in series. The filtered effluent passes through the UV system and is used for makeup water for polymer system flushing and plant washdown before discharge to the Housatonic River.
Although the town’s oversight committee and engineering firm tried to anticipate what the U.S. EPA might require in future discharge permits, they were taken by surprise with the new permit issued in December 2008, nine months after the plant was built. “The new permit included a monthly total phosphorus limit of 0.2 mg/L from April 1 through October 31,” says Zerbato. “Because it was much more stringent than our old 1.0 mg/L limit, the new limit was appended and a consent order was administered by the EPA.”
The consent order called for an interim seasonal total phosphorus limit of 0.55 mg/L effective immediately, and the 0.2 mg/L seasonal limit by April 1, 2012.
To meet the new phosphorus limit, the staff had to change how the plant operated. “We immediately started a phosphorus reduction program,” recalls Zerbato. “We brought in vendors to try various chemicals to enhance phosphorus removal. I added chemicals at different locations in the process, changed the SBR phase times, talked with other SBR facility operators, and took courses to learn how to reduce phosphorus.”
Once the plant’s in-house testing looked promising, the town sent a letter to the EPA asking permission to continue pilot testing. “We wanted to continue with our own testing, rather than hire a consultant, to save our ratepayers money,” Zerbato says. “The EPA allowed us to continue as long as results remained encouraging. Aqua-Aerobic Systems has been a great partner in this project, and they wanted to do their own pilot study. They did all their own testing, on their dime, and came up with the same results that we did.”
These results are described in a technical paper co-authored by Zerbato and Terence K. Reid (director of research and development) and his team at Aqua-Aerobic Systems. They presented the paper at the 2012 WEFTEC conference in New Orleans.
“The goal of the study was to determine if manipulating system key operating variables would yield the desired phosphorus removal without having to install additional equipment — for example, a separate polymer system that could dose the effluent before it entered the disk filter,” explains Zerbato.
During the study, the plant achieved an effluent total phosphorus level of 0.1 mg/L and an effluent total nitrogen level of 3 mg/L by:
The study paid off; the plant met the 0.2 mg/L phosphorus limit on time, and has often achieved an average phosphorus level of 0.12 mg/L.
Although plant operators had ample experience with wastewater treatment equipment, they needed training on the technologies that were new to them. “Each vendor’s equipment is different, and the Aqua-Aerobic controls were the most sophisticated for us to get used to,” Zerbato says. “But, everyone caught on pretty quickly.”
Operators received two weeks of on-site hands-on training from Aqua-Aerobic. “They set up the equipment with certain parameters, but as we ran the wastewater treatment plant, some changes were made to enhance the overall plant efficiency, such as process phase times and dissolved oxygen settings,” says Zerbato. “It took a few months for operators to feel comfortable with the equipment.” The vendor also provides a 24-hour hotline for operators, and company experts can remotely troubleshoot the system if needed.
Vendors provided on-site training on all the other equipment. “We set up a schedule outlining which vendor would do the training at a given time, and all the sessions were recorded on video for future reference,” Zerbato says. “The challenge was to do the needed training while still operating the old plant.”
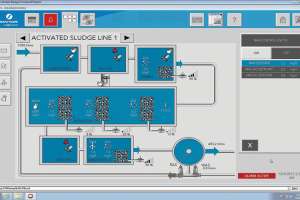
Getting used to the SCADA system posed another challenge. “Our old plant was a lot more hands on, from manually starting pumps to monitoring the process,” says Zerbato. “SCADA training extended a little longer because we needed the new plant to be online. Once it was, the SCADA was extremely beneficial to performance. It monitors the whole plant, gives a summary of every parameter, and allows us to keep a continuous maintenance log.”
The plant has been reliable, with only a few small glitches. The four SBRs, two disk filters, four raw sewage pumps and two waste sludge pumps provide redundancy. “The SCADA system went down for a period of time because of an electrical issue,” says Zerbato. “While troubleshooting the problem, we were able to run the plant manually.”
The new plant challenges the operators, who need more knowledge of equipment than before and must understand the SBR operation to ensure clean effluent. Zerbato himself is challenged to monitor more equipment and perform more required testing. “Discharge permit limits are becoming tighter,” he says. “You need to be proactive rather than reactive, and there’s no wiggle room. We used to have to test just one tank, and now we’re testing four SBR tanks. Flows are constantly changing from one tank to the other, requiring more testing and monitoring than with the previous plant.”
The operators’ biggest challenge is to keep the plant in constant compliance while maintaining five pump stations and 26 miles of collection system. “Since phosphorus is affected by runoff and weather, we need to anticipate changes and flows,” says Zerbato. “We have to consider where the septage is coming from, how much and what’s in it, and act accordingly.”
With three operators, staffing is adequate. The staff does the maintenance in-house except for large jobs like pump rebuilds.
Zerbato has been with the town for 28 years, 21 at the wastewater plant, and holds a Grade 6C operator license. Reporting to him are Craig Rand (6C, 13 years) and Todd Tyer (5C, 7 years), assistant operators; and Myron Ford (24 years), laborer. The DEP-approved staffing plan requires two certified operators Monday through Friday and one certified operator on weekends and holidays.
“The team members take pride in their job and performance, and they all want to achieve the same goal of producing the best effluent possible,” Zerbato says. “They are very conscientious and reliable. Whether it’s raining, sleeting or snowing, when an issue arises, they don’t stop doing their repairs. When you’re on call 24/7, you put the job ahead of everything else."
The staff members also adapt to unusual circumstances: “If they see something during testing, or see flows increase on the printout that indicates something has changed, they will handle it.”
Keeping the plant running on a sound financial foundation has been another challenge. After the town installed water meters for all customers, they began conserving water, reducing flows and revenue at the wastewater treatment plant. As part of the response, the plant team added a septage receiving station (Huber Technology).
“We wanted to increase our revenue, so we now take in 1.5 million gallons a year in residential septage throughout Berkshire county,” says Zerbato. “The $160,000 we bring in offsets our electrical costs for the year.”
The plant is also going solar. “We’ll be installing a ground-based array in the soccer field in front of our building,” says Zerbato. “It will save us roughly $25,000 a year in electricity costs.”
Zerbato doesn’t see a need for future plant upgrades. Pump station and infrastructure improvements continue, but the plant handles high flows. The plant has been level funded for four years, and with rising chemical, solids management and energy costs, it is a challenge to stay within the budget.
Still, Zerbato is happy with the way things have worked out. The plant’s 2012 EPA Excellence Award hangs on the wall outside his office — a reminder of success that followed a challenging seven years. He states, “I would like to thank the townspeople of Lee for their confidence in our ability to operate this plant, and the trust they put in us after the $22 million investment they made.”
Aqua-Aerobic Systems, Inc. - 800/940-5008 - www.aqua-aerobic.com
Fairbanks Nijhuis - 913/371-5000 - www.fairbanksnijhuis.com
GE Water & Process Technologies - 866/439-2837 - www.gewater.com
Huber Technology, Inc. - 704/949-1010 - http://huberforum.net
TrojanUV - 888/220-6118 - www.trojanuv.com