




Superstorm Sandy battered BUT didn’t overwhelm the New Shoreham Water Pollution Control Facility. That’s because acting superintendent Chris Blane and his crew are accustomed to wildly changing conditions at this 450,000 gpd plant on Block Island, 12 miles off Rhode Island.
Flow to the plant increases by a factor of 10 during the summer vacation season. And the island’s restaurants, hotels and marinas produce copious amounts of septage and FOG. Ammonia levels can go through the roof, and FOG can coat the aeration basins.
“The town provides free pump-outs to the thousands of pleasure boats that moor in the Great Salt Pond harbor here, and that, in addition to the septage from hotels and condos, produces large amounts of ammonia,” says Blane. “Plus, despite our grease trap ordinance, it’s very difficult to keep FOG out of the system. We have a huge amount of restaurants.”
The plant succeeds nonetheless, incorporating an anoxic zone in its extended aeration Modified Ludzak Ettinger (MLE) process, and employing a FOG removal system that Blane himself has improved.
Blane remembers growing up on the island and the mess that existed before the days of wastewater treatment. “Septic systems were overflowing when the resort season came around,” he recalls. “It was ugly.” Under orders from the U.S. EPA, the New Shoreham plant was built and started up in 1976.
The facility serves the commercial area of Block Island — the hotels, resorts and marina — with only 375 connected customers. Still, the plant treats 250,000 to 350,000 gpd during the tourist season, versus 25,000 to 35,000 gpd in winter.
Wastewater is collected in the commercial section of town and pumped uphill by force main to the plant’s headworks, where it passes through a bar rack, a gravity grit chamber, and a fine screen for rag removal. A Parshall flume measures the flow, which is mixed with a portion of return activated sludge to add necessary nitrates. The flow is then directed to the anoxic treatment zone of the MLE process for nitrogen removal.
After anoxic treatment, the water moves on to the aeration basins, each designed for 50,000 gallons and equipped with Aerzen blowers. After that, a splitter diverts the flow to a 240,000-gallon circular clarifier. In the off-season, the water is directed to two smaller rectangular clarifiers, capacities 35,000 and 25,000 gallons. These basins are covered to prevent damage or interference from ice and snow.
“The plant was originally a conventional extended air plant,” says Blane. “But we faced influent ammonia levels in the range of 60 to 70 mg/L. The conversion of one of the basins to an anoxic zone back in the 1990s gives us the ability to crack the ammonia through nitrification-denitrification. It’s been a very good process for us. It has made a huge difference.”
The plant staff also drip-feeds hydrated lime into the flow, helping to deal with ammonia and adjusting the pH. Clarified water flows over a weir to the final effluent building, where it is chlorinated with sodium hypochlorite and de-chlorinated with sodium metabisulfate. The final effluent is pumped through a force main some 500 feet to an Atlantic Ocean outfall.
A belt filter press (Ashbrook) dewaters the biosolids and decanted septage. The cake, along with grit and rags, is stored in a 17-ton box. Boxes are hauled to a boat that takes the material to a state-owned landfill on the mainland. The belt press operation is enclosed to contain odors. The drip-lime also helps with odor reduction, and the plant occasionally uses potassium permanganate when odors are strong. Many of the hotels, inns and restaurants the plant serves are near the plant property. “We do our best to keep everybody happy,” Blane says.
The plant has embarked on a plan to modernize its electrical control system, much of which dates to the 1970s. The Aerzen aerators were added recently, along with Hach LDO dissolved oxygen probes. The improvements have led to significant electricity savings — important because electricity rates on the island are among the highest in the nation reaching 65 cents/kWh in 2012.
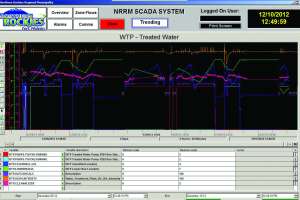
The plant’s partial SCADA system is being upgraded through an energy grant available to treatment plants after severe flooding in Rhode Island in 2010, according to engineer Jim Geremia of James J. Geremia and Associates, the consultant to the New Shoreham Sewer Commission. “Most of the SCADA improvements relate to process control for the aeration system,” he says. “The new SCADA system will give operators full-blown screen monitoring of all plant processes and better ability to trend data throughout the entire treatment plant.”
A USDA grant and loan are funding additional electrical and controls upgrades. Adjusting for the seasonal changes in electricity consumption and rates, the plant runs on Block Island Power Company power in winter, and on its own generator in summer. “With limited staff and changing conditions like these, controls are very important to the plant,” explains Geremia.
Another improvement involves a radio path survey of pump stations, which will lead to automatic monitoring and control of those facilities.
In addition to Blane, the plant staff includes Christian Freund, Class 1 operator; and Joe Cantone and Dylan Chase, operators in training. They staff the plant around the clock. The New Shoreham facility may be the only treatment plant with two apartments on site for its operators — that’s necessary because of the high price of real estate and the isolated location of Block Island. The island can be reached from the mainland only by ferry — a 30- to 60-minute ride — or by commuter airplane.
Blane marks his operational calendar with Memorial Day and Columbus Day. The first holiday coincides with the start of the tourist season, and the second marks a return to normal, when ammonia levels subside and flow drops dramatically.
The changes result in operational challenges because plant capacity drops rather quickly from 250,000 to 350,000 gpd, to around 25,000 to 35,000 gpd. However, the design of the aeration system gives the New Shoreham team the flexibility needed to deal with the dropoffs.
“As flow drops, we take down one of our 50,000-gallon aeration basins,” says Blane. “As flow continues to drop, we’ll mothball another 50,000-gallon basin, until we’re down to our normal winter flows. We call it running small.”
Influent ammonia drops dramatically, too, as the resorts and marinas close up. “Ammonia levels are a lot easier to deal with,” says Blane (they average 10-15 mg/L during winter). Columbus Day also signals a significant drop in FOG arriving at the treatment plant.
“You’ll find every kind of restaurant along our shoreline — fried food, clam cakes, you name it,” says Blane. The town has an ordinance that requires installation of grease traps and calls for inspection and cleaning, but it’s still difficult to keep FOG out of the system and keep it from building up in the plant, primarily during the tourist season.
So Blane has taken matters into his own hands, developing a grease removal protocol that works quite effectively. “FOG builds up in different parts of the treatment process, initially on the surface of the anoxic zone, even though we are running mixers in that basin,” he says. “We’ll get a thick coating on top of the zone.”
To counter the buildup in the anoxic zone and other places around the plant, New Shoreham uses an industrial mechanical evacuator (IME) trailer-mounted vacuum truck with a vacuum hose. The trouble is, at high suction rates, the hose often whips around; it is difficult and, at times, unsafe for the operators to try to control.
To counter that, Blane developed a special nozzle that fits onto the end of the hose and is equipped with heavy-duty handles that allow the operators to precisely direct the vacuum hose at grease deposits. “We put the nozzle in the corner of the anoxic basin and draw off all the grease without breaking it up and spreading it around,” Blane says. That’s important, because FOG can cause all kinds of problems in the plant: filamentous, Nocardia and others. “Nocardia love grease,” Blane says.
In some cases, Blane has positioned fixed nozzles in specific parts of the plant where grease collects, so the hose can simply be brought in and hooked up to it. An example is the central clarifier. A pipe carries the hose to the center well, where a nozzle is permanently affixed, and it is relatively easy for the plant staff to vacuum the FOG from it.
Grease removed from the plant is dumped into the sludge box and eventually landfilled with the dewatered sludge cake. Blane has a patent pending on the hose handles.
Meanwhile, the New Shoreham plant is accomplishing more than wastewater treatment: It’s a critical asset in protecting the island’s vulnerable drinking water supply. John Breunig, superintendent of the Block Island Water Co., explains that both public and private drinking water wells are drilled into a sole-source aquifer that lies beneath the island.
“It means our aquifer is supplied strictly through rainfall,” he says. “There is no groundwater flow; we get nothing from the mainland.” The island is made up of multiple layers of silt, clay, sand and gravel, deposited by glaciers. Rainwater seeping into the ground collects in the pore structure of these sediments and floats on top of an impermeable clay layer, above deeper saltwater deposits. This “lens” of fresh water lies just beneath the surface and ranges from 350 feet thick to very thin at its perimeter.
Breunig explains that effective wastewater treatment and up-to-date septic systems are essential to avoiding contamination that could penetrate the lens and foul the island’s only water supply.
“Our water supply is finite, irreplaceable and essential to our quality of life and economic well-being,” says a Block Island Water brochure.
Breunig adds, “Wastewater treatment is very important, not only to the quality of our drinking water, but also to our Great Salt Pond. Our people value the pond very much and want to keep it clean. It’s our lifeblood.”
“I’ve lived on the island all my life,” says Chris Blane, “and thought we could survive anything, but I’d never seen something like this.”
Superstorm Sandy howled through the central Atlantic states in late October and wrecked the coastline from Delaware to Massachusetts. Block Island, site of Blane’s New Shoreham Water Pollution Control Facility, got clobbered.
The winds and storm surge on Oct. 29 destroyed roads and buildings, many at the water’s edge. The treatment plant sustained some physical damage, but the worst conditions resulted from the flood of water coming into the facility, designed to handle 450,000 gpd.
“We hit 535,000 gallons per minute from 5 to 10:30 p.m.,” Blane says. Seawater flooded hotels and poured into floor drains and into the sewer system. “We had beach sand in the clarifiers.”
The torrent gave the plant’s pumps a workout: “They got so hot you could have cooked an egg on them,” Blane recalls. “We wrapped the pump motors in ice bags to keep them running.”