


Safety is on everyone’s mind every day at the E.H. Aldrich Station Water Treatment Facility in Elrama, Pa. It has been that way for years — 11 to be exact, or 387,000 work hours. That’s how long the staff has gone without recording a lost-time accident.
“We don’t decide how to do something first,” says Senior Production Director Dan Hufton. “We decide how to keep everyone safe first.” The managers of the facility, operated by Pennsylvania American Water, discuss safety at every meeting, make process decisions based on the safety of staff and neighbors, reward safety achievements, and make safety a part of the operating culture.
The Aldrich Station facility provides drinking water to more than 500,000 residents in Washington and Allegheny Counties in the Pittsburgh metropolitan area. It was built in 1959 as a 30 mgd facility and expanded in 1968. Today, it can treat up to 50 mgd and pump up to 70 mgd.
Raw water from the Monongahela River flows through an intake with a floating boom, bar racks, and two traveling screens. About 40 mgd is pumped 1,000 feet to the treatment plant through a 42-inch pipeline. Raw water enters the plant through a Venturi meter and a pre-chemical injection vault that adds a ferric polymer blend, sodium hydroxide and sodium hypochlorite. Then the water passes to eight Aldrich units, named for former American Water engineer E. H. Aldrich, who designed them.
Each unit consists of an upflow clarifier with an integral perimeter filter mounted on the clarifier rim, separated from the clarifier by an inner wall. Each filter contains 30 inches of carbon and 12 inches of graded gravel and is equipped with a Wheeler bottom. The design saves considerable space over conventional settling and filtration flow schemes, says plant supervisor Sam Taylor.
“We were using plain ferric as a coagulant, up to 20,000 pounds a day,” Taylor says. “But we’ve switched to a ferric polymer. We use about 2,000 pounds a day and produce 50 to 60 percent less waste solids, while maintaining good filter runs and good settling in the clarifiers. It has been a good adjustment.”
Water coming off the Aldrich units moves on to a post-injection step where fluoride and corrosion-inhibiting zinc orthophosphate are added, and then to a baffled clearwell where additional sodium hypochlorite solution is added for disinfection. The treated water is collected in a 60-inch main and is sent to the distribution system.
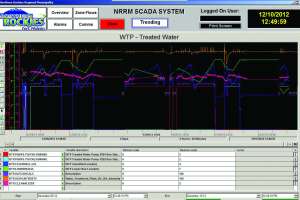
Solids from the various processes are collected in a dewatering clarifier. Clear water meeting NPDES standards is returned to the river. Settled solids are dewatered on drying lagoons and collected by a local contractor, who hauls the material to a beneficial reuse facility where it is used to make topsoil. Plant operations are controlled by a SCADA system (Emerson Process Management) that monitors all processes in the Aldrich facility and a water treatment plant next door, also operated by American Water. “The system controls everything, including washing our filters and metering our chemicals,” says Hufton.
While Hufton, Taylor and the staff are proud of providing economical, clean drinking water, they’re just as pleased with the plant’s safety record. The sterling performance is more than just good luck: A number of specific programs, along with a day-to-day work ethic, create an environment where safety is paramount.
“We do about 85 percent of our maintenance in-house, and the first thing we look at isn’t how to do it, it’s how to keep ourselves safe,” says Hufton. “We make a plan and stick with it. Our biggest concern is to avoid surprises. That’s usually when you have an accident.”
The facility has a number of regular safety measures in place. The corporate newsletter from American Water arrives weekly and highlights safety and safe operating procedures. Staff and management go over the newsletter every week, discussing such topics as working safely with electrical connections and compressed gases.
Staff and management hold a “tailgate meeting” every morning. “We take 10 minutes or so over a cup of coffee and talk about what we want to do, how to be safe, how to get rid of hazards before they result in an accident,” Taylor says. “We want to know of any concerns, and we stay in communication with one another.”
When milestones like the recent 11-year mark are met, the plant team celebrates. “We try to get everyone in and make sure to recognize everybody responsible for the safe performance,” Hufton says. “We want to let everyone know that safety really does matter.” It’s usually a breakfast or lunch, and it involves the corporate safety team and the company president if possible. Employees receive gift cards or commemorative items like high-quality flashlights.
The emphasis on safety has led to process improvements at Aldrich Station. One of the most significant involved the chlorine contact operation. “We’re surrounded by a small town of about 300 residents,” explains Taylor. “A lot of people live within half a mile of the plant. We were using 1-ton chlorine cylinders and had quite a few of them on site. It was a potential hazard to our workers but also to the community.”
For safety reasons, the plant management decided to get away from gaseous chlorine, switching to sodium hypochlorite generated in a new 4,000-square-foot building that houses a system supplied by Severn Trent. Taylor says management made the change as part of a recent multi-million-dollar upgrade at Aldrich Station and the nearby Hays Mine Water Treatment Plant operated by American Water.
“Between the two plants, we probably had the largest supply of chlorine tanks in the whole state,” he says. In addition, the Aldrich Station plant now feeds liquid ammonia to maintain chloramines in the distribution system rather than free chlorine. This chloramination approach ensures a residual all the way to the end of the line — the West Virginia border in some cases — while reducing the threat of disinfection byproducts.
Finally, the old pneumatic actuators on valves throughout the plant are becoming extinct. “We are moving to Beck electric actuators,” says Taylor. “They’re safer in that they won’t move on their own during a power outage.”
Of course, safety programs and improvements won’t make a lasting difference unless they’re supported by a culture of safety that extends throughout the plant. That’s clearly the case at the Aldrich Station. “We want safety on everyone’s mind,” says Hufton. “We want to be proactive, to make safety a value here.”
Hufton says the in-house approach to maintenance helps, because everyone understands how everything works: “The safer we are, the happier we are. Morale is high here. Our people look out for themselves as well as others. You see something, say something. We’re proud of our record, proud of being able to accomplish major projects and have everyone walk away safe.”
Taylor recalls one situation where the replacement of high-service pumps required the removal of large, heavy gate valves, as well. Rather than try to pull the gate valves separately from the pumping assemblies, the staff realized that the whole unit could be removed at one time using a gantry crane and a chain hoist — an easier and safer approach.
“We look at every project like that, making sure we’re doing it the best way,” says Taylor. “There’s always another way.”
It all comes down to focus, Taylor and Hufton believe. There are always distractions, such as severe conditions that have hit the plant several times, or changes in ownership, or power outages, or malfunctions along the line. “At the celebration of our 11-year safety record, we went over a list of all that happened during that period,” says Hufton. “There were hundreds of distractions, but we stayed focused on safety.”