

The Palmdale Water District, 60 miles north of Los Angeles, treats 30 to 35 mgd from the California State Water Project surface water and local surface water from the San Gabriel Mountains to serve a population of 152,000 and growing.
When the 1980s water treatment system began to show its age, the district looked for alternatives to deal with seasonal taste and odor issues and comply with the U.S. EPA Stage 2 Disinfectants and Disinfection Byproducts Rule (DBPR), designed to reduce total trihalomethanes (TTHM) and haloacetic acids (HAA).
The district was concerned about its ability to meet the Stage 2 requirement for a locational running annual average of less than 80 μg/L at all locations within the distribution system. Starting in 2004, the district worked with the AWWA to evaluate several treatment methods, ultimately choosing treatment with granular activated carbon (GAC) as the most cost-effective way to resolve its challenges.
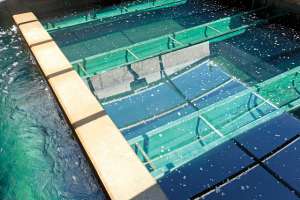
The district operations and maintenance staff built a GAC pilot plant with six contactors and tested vendors' samples of GAC made from bituminous coal, coconut and wood for their ability to remove total organic compounds (TOC).
Water from the combined filter effluent flowed into the top of each contactor and flowed out the bottom after traveling through a bed of GAC. The volume and flow were adjusted to achieve an empty bed contact time (EBCT) of 15 minutes for each contactor. Flowmeters on the discharge line of each contactor recorded the volume treated. Regular samples from the pilot plant influent and the contactor effluents were analyzed for TOC, and paired samples were used with flow data to calculate the pounds of TOC removed.
For the pilot study, the staff considered the GAC in a contactor expended when its TOC removal capacity was reduced to 30 percent. This happened within weeks for wood- and coconut-based GACs but took nearly four months for three coal-based GACs. Testing showed that GAC manufactured from bituminous coal was the best suited to remove TOC from the State Water Project water.
Based on the pilot study, the district chose GAC as a cost-effective alternative for meeting state and EPA Stage 2 DBP requirements and for its potential to meet Stage 3 regulations, depending on their final form.
In November 2008, the district commissioned a new treatment plant designed by Carollo Engineers that uses GAC contactors primarily to reduce TTHM in the distribution system. The plant allows operators to blend State Water Project surface water and local surface water. It also allows them to bypass the system when appropriate, providing great flexibility to meet water-quality standards. Since startup, the entire filtered effluent production has been pumped through the GAC contactors. Graph 1 shows the average TTHM levels within the distribution system from January 2008 to February 2010.
From January to October 2008, the average monthly TTHM was 54 μg/L. From January to October 2009, the average was 29 μg/L. The average TTHM from November 2008 to February 2010 was 28 μg/L. This meant GAC reduced TTHMs in the distribution system by 47 percent. Table 1 shows the system's running annual averages for TTHMs from 2002 to 2010.
This improvement came despite a shift toward using more surface water: The system used 61 percent surface water in 2008 and 65 percent in 2009. This shift would tend to increase TTHMs, but in actuality, TTHM levels did not increase.
Graph 2 shows raw water and plant effluent TOC from January 2008 through February 2010 and shows the sequencing of the GAC contactors. When a new contactor came online, the prior contactors remained in service.
The average TOC from January to October 2008, before GAC treatment, was 2.6 mg/L raw and 1.5 mg/L effluent, for an average reduction of 42 percent. From January to October 2009 with GAC treatment online, the average TOC was 2.2 mg/L raw and 0.8 mg/L effluent, for an average reduction of 64 percent.
The average TOC since introduction of GAC, from November 2008 to February 2010, was 2.3 mg/L raw and 0.7 mg/L effluent, for an average reduction of 70 percent. This shows that GAC treatment improved TOC reduction by 22 percentage points.
The GAC treatment also dealt effectively with a 17 percent increase in bromide in the raw water, from 230 μg/L for January through October 2008 to 270 μg/L for November 2008 through February 2010. With the GAC contactors online, the increase in TTHM that would otherwise be expected with higher bromides did not occur.
Postfiltration GAC contactors have proven highly effective in reducing TOC. The remaining issue for the Palmdale district is balancing the cost of treatment with achieving water-quality goals. The district has tried to create a rule of thumb that may help other utilities considering GAC. Looking at 26 months of operation using GAC contactors, the district calculated the cost per acre-foot of water treated at the current market price of GAC (Table 2). The primary cost of GAC treatment has been the purchase of GAC media. Here is how operational changes in the district have affected the cost of treatment:
Coagulation. The addition of GAC for TOC removal means there is more flexibility in dosing primary coagulant: The district no longer must achieve high levels of TOC removal in the coagulation and sedimentation process. Instead, the staff can dose its primary coagulant strictly for turbidity removal, reducing dosage and lowering chemical costs.
Taste and odor control. Before GAC treatment, the district used powdered activated carbon (PAC) to reduce taste and odor issues related to algal blooms. Now PAC is no longer needed, and that reduces treatment cost by $4 to $7 per acre-foot.
Boosting. Filtered water now must be boosted to the GAC contactors adding to overall power consumption, but that cost seems to be offset by lower chemical costs.
GAC media usage. The district believes it can comply with Stage 2 DBPR with four to five change-outs of the eight contactors each year, costing $80 to $100 per acre-foot if fresh GAC is used. If custom reactivated GAC performs as well, the cost could be reduced to $60 to $75 per acre-foot. Reactivation also eliminates cost and long-term liability related to disposal. Custom reactivation also has an environmental benefit: it generates about one-fourth the emissions associated with the manufacture of new GAC.
Palmdale is pursuing further cost savings through introduction of enhanced coagulation on a limited basis in conjunction with GAC treatment. The staff believes this will allow the district to extend GAC contactor run times and make fewer GAC change-outs.
GAC treatment is helping the district comply with currently regulated DBPs while resolving taste and odor issues. The versatility of GAC is also expected to help the district meet future EPA regulations covering emerging DBPs and other contaminants of emerging concern (CECs). Projected results show a triple-bottom-line benefit that includes a reduced carbon footprint, a cost-effective way of meeting current and future regulations, and an emphasis on quality through broad-range contaminant removal.
Leo Zappa is director of the municipal water market with Calgon Carbon Corporation, based in Pittsburgh, Pa. He can be reached at lzappa@calgoncarbon-us.com.