Finnish wastewater treatment plant gets quick reduction in operating costs
Problem
The wastewater treatment plant in Turku, Finland, processes wastewater from the region’s industries and almost 300,000 residents. “The acquisition of new dewatering systems became a hot topic when we renewed our sludge treatment contract in 2018,” says Jouko Tuomi, process engineer. “We decided to launch a tendering procedure to replace our machines with modern decanters and thus achieve maximum dryness.”
Solution
The city purchased two decanter centrifuges from Flottweg.
Result:
“In two years we have saved sludge costs of over $170,000 per year because the dry matter content has increased by about 5%,” Tuomi says. “At the same time, we have saved polymer costs of about $18,000 per year and energy costs of about $3,500 per year. We have recouped the purchase costs of a machine within just one year.” 859-448-2331; www.flottweg.net

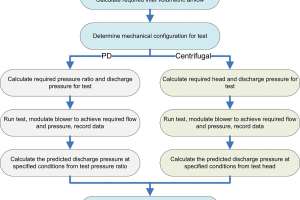
Blower solutions helps water recycling facility operate more efficiently
Problem
A Midwest clean-water plant needed to reduce power consumption and looked at replacing its 125 hp multistage blowers. The new blowers would operate on a constant-pressure control loop as they would also be used to run an airlift. The plant also hoped to reduce heat in the blower room, which became uncomfortable in summer.
Solution
The plant team chose an Inovair IM20 blower to directly replace the old units, minimizing installation cost. The top discharge and small footprint allowed the unit to be installed on the existing pad with minimal piping modification. The direct-drive, high-efficiency unit needed only 75 hp to meet the design flow 1,350 scfm at 7.5 psig. The Inovair-designed control system optimized operation and reduced power consumption by another 7%.
Result:
The plant saw a 47% reduction in power usage and lowered the blower room temperature by more than 25 degrees F while staying significantly under budget. 855-466-8247; www.inovair.com

Pump eliminates monthly maintenance and downtime
Problem
The rendering floor of a meat production facility generated harsh conditions for pumping, including highly acidic wastewater and abrasive and aggressive solid byproducts from production of chicken, beef and pork. The company’s pumping system used a flapper check valve that regularly failed after passing solids, requiring monthly maintenance and costly downtime.
Solution
Plant management chose a dual-purpose pump from the Pioneer Pump Vortex Series, combining the efficiency of a self-priming pump with the solids-handling ability of a chopper pump. Using a recessed impeller, about 15% of the solids meet the face of the impeller. This, along with a vacuum-assisted priming chamber, allows the pump to move solids and fluids efficiently. A ball check valve prevents clogging from solids and handles abrasive debris effectively. A vacuum-assisted priming chamber keeps the pump from running dry.
Result:
The pump met the demands of the rendering plant floor; the facility later invested in two more Vortex Series pumps. 503-266-4115; www.pioneerpump.com
Integrated offering achieves high recovery and low discharge rates
Problem
An expanding Midwest food and beverage plant outgrew its previous water treatment system. The reverse osmosis and clean-in-place systems were 10 years old and built for smaller demand. The controls and analytics were antiquated and required significant manual operation.
Solution
Kurita America developed an integrated solution. The plant purchased larger RO and CIP systems with more sophisticated automation. To maximize recovery, city water was fed to a softener and polisher before moving to a single carbon filter that provided chlorine destruction without consumable chemicals. The RO was placed downstream of the carbon filter. RO permeate was used for boiler makeup and plant process water. A larger portion of permeate was fed to two storage tanks along with sodium hypochlorite for disinfection. The RO concentrate was sent to the cooling towers as makeup water, reducing use of city water and discharge to the sewer.
Result:
The solution is saving 144,400 gallons of water per year. The RO system reached 87% permeate recovery. A U.S. Water system reclaims a portion of brine during softener regeneration, reducing salt usage and chloride discharge and mitigating compliance concerns. 866-663-7633; www.kuritaamerica.com

Maximum ozone transfer sought for groundwater project
Problem
The Pure Water Monterey Groundwater Replenishment Project (Monterey Pure) sought to replenish a local aquifer by converting secondary wastewater into a pure reclaim water. Once the process was chosen (sidestream injection + pipeline flash reactor + static mixer), Mazzei Injector Co. conducted an in-depth analysis to see whether that design could provide more than 90% ozone transfer at all operating conditions at full-scale, or at least achieve the transfer provided by the high-pressure PFR used in the pilot. It was clear that there was a discrepancy.
Solution
Using multiphase computational fluid dynamics modeling, Mazzei Injector did analyses to optimize the design and proposed replacing the single PFR with two shorter-length PFRs, creating two lower-dosage dissolution zones and reducing localized gas saturation and dissolved ozone residuals. Multiple sidestream injectors at separate PFRs would give operators wide flexibility in operating the ozone dissolution system. They could adjust ozone transfer efficiency and the energy cost of gas injection choosing the number of sidestream injectors used.
Result:
Ozone pilot plants often use gas contacting conditions that cannot be economically scaled up, especially in water reuse projects, which often require a high transferred ozone dosage to optimize the performance of advanced wastewater treatment processes. 661-363-6500; www.mazzei.net

THM removal system helps city reach EPA regulations
Problem
The 16 mgd San Luis Obispo (California) Water Treatment Plant receives water from three reservoirs, leading to varying levels of organic material in the feedwater. Primary disinfection is with ozone and secondary disinfection with free chlorine, which can lead to disinfection byproducts such as trihalomethanes. As water age increases, THM formation progresses. Operators closely monitor the THM average against the U.S. EPA violation level of 80 ppb. In 2014 and 2015, the city experienced THM levels that caused concern.
Solution
Engineers and city staff concluded that aeration for THM mitigation would be viable. They installed the equipment in a 2 million-gallon clear well tank with short detention times. The PAX TRS system from PSI Water Technologies was comprised of seven 15 hp surface aerators, a 12,000 cfm Powervent headspace ventilation unit, and a PAX PWM-500 tank mixer. The system was validated in May of 2020.
Result:
The system exceeded the designed 40% THM removal and reached over 50% removal. “As a result, we have a much greater degree of THM control in our water system,” says Jason Meeks, water treatment supervisor. 888-774-4536; www.4psi.net