Biosolids management challenges clean-water plants in a variety of areas — cost, energy efficiency, resource recovery, product quality, odor control and more.
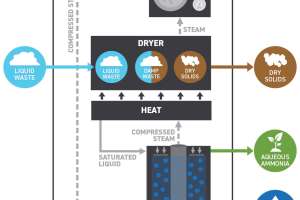
A process developed by Sedron Technologies is designed as a complete, holistic solids handling system that delivers a dried Class A product with a variety of potential end uses. Sedron was introduced to the wastewater industry through involvement with the Reinvent the Toilet Challenge created by the Bill & Melinda Gates Foundation. That experience led the company to explore solutions for other waste streams.The Varcor system is based on a proven thermodynamic process called mechanical vapor recompression. In addition