Membrane bioreactors are designed with an all-in-one process to yield high-quality effluent that meets strict discharge requirements or can be reused for purposes such as irrigation.
Now Smith & Loveless has introduced a new series of compact, factory-built MBRs to accommodate small flows in a variety of applications, including some outside municipal systems. TITAN MBR systems are highly automated for ease of operation and maintenance.
Offered in capacities from 5,000 to 100,000 gpd, they include a stainless steel 3 mm fine screen, stainless steel piping and componentry, high-performance flat-sheet membranes with a streamlined chemical clean-in-place process, easily accessible components, intuitive graphical touch-screen PLC controls, and advanced data monitoring and communications.
A stable process helps users meet permit limits and achieve California Title 22 standards for water reuse. William Flores, vice president for municipal products and systems with Smith & Loveless, talks about the product line in an interview with Treatment Plant Operator.
TPO: What makes this product different from other MBRs on the market?
Flores: In factory-built MBRs the industry practice has been to send a tank that is factory-built, but when the user gets the system, there are numerous components that need assembly. We have simplified things into a truly factory-built plug-and-play system. The only thing that needs installation on site is the fine screen, which can’t be shipped installed because then the unit would exceed shipping limitations. The unit has a wire management system with cable trays and cable ladders, so it arrives with all the componentry factory-wired.
TPO: What market segments do you see this MBR family serving?
Flores: We provide complete systems tailored to smaller municipalities, residential and commercial developments, hotels, resorts, and campgrounds. It’s also suitable for what people call scalping plants, where a city takes a sidestream from sewer line going to the wastewater treatment plant, treats it with a 50,000 or 100,000 gpd system and uses that water to irrigate a park or a public golf course.
TPO: Could this system be the main treatment facility for a small community?
Flores: Good candidates would be small towns or water districts with 200 to 500 people that can’t by themselves afford a system. A number of these could get together and create their own utility that’s able to afford a factory-built treatment system. They could deploy it not only for cleaning their wastewater and getting away from septic tanks, but also for water reuse.
TPO: How is this system designed for ease of operation?
Flores: Unlike the large municipal market where facilities have operators on site 24/7 or eight hours a day, we provide an influent transfer system with no moving parts, eliminating mechanical pumps and the maintenance that goes with them. Fine-bubble diffusers are common in larger MBRs. Our standard unit is coarse-bubble for lower operation cost and less need for operator attention — although fine-bubble is available as an option.
TPO: What about monitoring for a system that most of the time operates unattended?
Flores: We have remote monitoring because we know the owner or the operation firm will not go to the job site every day. So they can monitor the system, see the whole human-machine interface out of their office and receive alarms via text messages.
TPO: Do these units have any unique automation features?
Flores: Biological nutrient removal plants can be challenging to operate in low-flow conditions. To address that, we offer a LiquidLift mechanism that automatically adjusts the recycle from aeration back to the anoxic zones. So when the effluent is coming at a very low-flow rate, the operator can set the PLC to cut the recycle down from, say, 9 p.m. to 5 a.m. You bring the recycle down significantly to match the carbon source coming in.
TPO: In brief, how does the treatment process work?
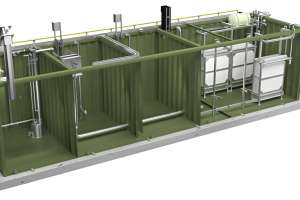
Flores: There are two basic options: full BNR, or simply BOD and TSS removal. In the full BNR configuration, there’s a dual anoxic zone followed by the aeration basin, which is also where the membranes are housed. Pressure created by gravity drives the flow through the membranes. Diffusers beneath the modules scour the membranes while also providing air supply to the bacteria — that reduces the blower size. Clean water is discharged, while solids remain in the aeration zone. In the interest of keeping it simple, we use gravity discharge instead of a pump pulling a vacuum on the membranes.
TPO: Can any special components be added to the system?
Flores: Some customers want a sludge holding tank, which comes equipped with an automatic decanting airlift mechanism. That enables them to thicken the sludge so they don’t need to have a vacuum truck come every 10, 15 or 30 days to remove the sludge. We can also add a flow equalization zone to the front end of the plant so operators can have a consistent flow through the system even as the influent flow varies significantly through the day.
TPO: What about the overall size of these units?
Flores: Typically, have offered 12-foot-wide tanks, but we have found that most of our customers want to minimize the size of their buildings. To help them, we have gone to 8 feet wide on most of our tanks, just to help them get the units into the limited spaces they have.