What’s it like to have a six-point bull elk standing on the front steps of your treatment plant? Or to see his harem out the window of the lab?
“They wander through here all the time,” says Joe Creaghe, treatment plant operations and maintenance superintendent with the Upper Thompson Sanitation District’s 2 mgd plant in Estes Park, Colorado. “Where else could you work in such surroundings?”
The district sits at 7,800 feet above sea level and serves about 4,000 people in the Estes Valley around the town of Estes Park. In summer, more than 4 million visitors flood into nearby Rocky Mountain National Park, and wastewater flows to the district increase significantly.
Despite widely varying flows and wandering elk, UTSD is doing things right. Staff members routinely solve problems, save money and improve operations with ingenuity and teamwork. In 2015, the facility won the Plant Performance Award from the Rocky Mountain Water Environment Association (RMWEA). In addition, Chris Bieker, district manager, received the Manager of the Year award from the Colorado Special Districts Association.
The plant came online in 1976; the plant and collections system were built with federal, state and local funding at a cost of $5.3 million. “The funding was largely EPA grants,” Creaghe says. “We maintain and improve the plant so it meets permit limits, both current and future. We’re pretty creative in how we do that.
“We typically have all three clarifiers in service in the summer, but we usually have one out of service in the winter.” By transferring flows among the clarifiers, the staff can maintain the equipment during downtime. During spring 2016, they used the out-of-service clarifier’s capacity to help keep up with treatment during rehabilitation of an old concrete clarifier where rebar was starting to show through.
An elected board of directors sets policies for the district, and 14 permanent employees staff it: four administrative personnel, four on the sewer crew and six plant operators.
Operations staff members all wear several hats, including grounds and building maintenance, metal fabrication, heavy equipment operation and janitorial duties. Colorado wastewater certification is required for all sewer and plant personnel. Creaghe holds Level A Wastewater and Level 2 Collections certifications. His team includes:
The plant has an unusual design, Creaghe notes. There are no primary clarifiers; influent enters through three lift stations that also collect and screen out the non-treatable solids.
Combined flow from the lift stations goes into a flow equalization (EQ) basin that also provides grit settling and influent flow metering.
Wastewater exiting the EQ basin goes to the four aeration basins, where a single 250 hp ABS Turbocompressor HST 20 blower (Sulzer) supplies the oxygen. Because the bar rakes in the lift stations don’t remove all the small floatable surface scum and trash, Creaghe designed a simple strainer to remove it so it won’t interfere with downstream processes. “It’s just a trash can frame with a basket in it,” he says. “It’s nothing fancy, but it keeps stuff from going into the aerobic digesters.”
From the aeration basins, mixed liquor suspended solids (MLSS) goes to the secondary clarifiers. In winter, one clarifier is usually out of service because flows are low. Nitrification pumps move the secondary clarifier effluent to nitrification towers for polishing. The tower converts ammonia nitrogen to nitrate nitrogen.
From the nitrification towers, the water goes to tri-media filters. From there the water moves to the chlorine contact basin where sodium hypochlorite is added. Sodium bisulfite is then added for dechlorination before discharge to the Big Thompson River, which serves as source water for downstream users and provides recreation.
Waste activated sludge goes from the clarifiers to the aerobic digesters, where it is treated to Class B biosolids standards for land application. A centrifuge (Centrisys) dewaters the biosolids to 16 to 22 percent solids. A contractor collects the material weekly for application to cropland or for hauling to landfill. Production is 164 dry tons per year.
The treatment plant has no separate maintenance staff; the four operators work maintenance and operations on a rotating schedule. “This way, we don’t get bored,” says Schrag.
They also spend a week each month in the lab with Taylor, who has been with the district for 36 years. She manages the lab and keeps up with ever-changing analytical and reporting requirements.
The schedule starts with a week in the lab, then a week in maintenance, then two weeks in operations. During their maintenance week, the operators come to the plant on the weekends to maintain process control and make sure all is working properly. “In the evenings and overnight, we can control operations from our cellphones or from a laptop,” Creaghe notes.
Maintenance is scheduled using the Antero computerized maintenance management system (AllMax Software). Mourning, who also serves as the staff IT guru, purchasing specialist and webmaster, populated the software with maintenance tasks. Each week starts with a maintenance task list. The operator on maintenance duty works through the list as the week goes by. Thursdays are landscape maintenance and janitorial days. Everything gets done, and there’s usually time for improvement projects on Fridays.
One task high on the preventive maintenance list is the centrifuge. “We spend a lot of time on PM because we only have one centrifuge,” says Creaghe.
Safety is another area where staff responsibilities rotate. Staffers serve as safety officer for a year at a time. The plant staff holds safety meetings monthly and holds tailgate meetings for any special projects. The district has received the RMWEA Gold Safety Award for the past two years.
The plant staff does many of its own improvements. Creaghe keeps a project list on his desk on a yellow legal pad. He adds new projects as needs are determined and crosses tasks off as they’re completed.
The staff has come up with an impressive list of ingenious solutions. Take, for example, dealing with excess air from the blower. Blower output cannot be reduced enough during low-flow periods, such as at night and during winter, to keep from over-oxygenating the microorganisms. So the staff decided to reroute excess air to the aerobic digesters or bleed it off to the outside. They designed, built and installed piping that does just that.
While bleeding excess air to the outside is helpful, it’s also noisy. So operator Dunkelberger, a handy guy with a wrench and a welder, found a diesel engine muffler in an auto parts store that had been special-ordered but never picked up. He got it cheap, installed it on the air exhaust pipe and solved the noise problem.
Plant staff members solve difficult challenges every day — the impossible tasks just take a little longer. They saved the district close to $57,000 (a contractor’s cost estimate) by installing the ABS Turbocompressor blower themselves. It took two days of staff time and about $300 to rent a heavy-duty forklift. The blower also saved the district some $26,000 on electricity in its first year of operation.
Another project saved money by allowing the district to buy natural gas for plant heat at a lower cost from a different supplier. To do so, they had to dig a trench, bury the new gas line, and connect it to the new company’s supply line. That saved the cost of hiring a contractor, and the district continues to save with the lower-cost fuel.
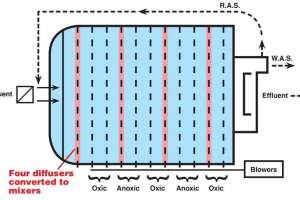
Phosphate limits are coming to small plants in Colorado in 2022 and Creaghe has been experimenting with a staff-installed curtain and mixers in the aeration basins to help him get phosphorus discharge numbers to what he thinks the limit will be. He hopes the modification can help with nitrates, too.
Taylor has done her share of innovating, too. With help from Hatch Mott MacDonald engineers and GEI consultants (ecotoxicologists), she implemented a biotic ligand model to provide a comprehensive analysis of copper toxicity. The model estimates the bioavailability and toxicity of copper in the discharge stream better than the previously accepted hardness-based equation.
The state’s Water Quality Control Commission adopted a site-specific stream standard in 2014, and the Colorado Department of Public Health and Environment amended the district’s copper limit in August 2015. While still protecting the environment, the new limits make more sense and are easier to achieve.
“We work together and we play together,” says Creaghe. “This is a great place to work.”
A slow-moving cold front stalled over northern Colorado on Sept. 9, 2013, creating drought-busting floods over the next several days in 17 Colorado counties. Those floods caused loss of life and almost $1 billion in property damage.
In Larimer County, home to Estes Park and the Upper Thompson Sanitation District, the flooding severely damaged two major sewer drainages. Two of the three lift stations that pump sewage to the district’s 2 mgd wastewater treatment plant saw major damage.
During flood recovery, the plant continued to run, and the district had no violations. “When I saw what was happening the night the rain started, I called everyone and told them, ‘All hands on deck!’” says Joe Creaghe, treatment plant superintendent and former Marine.
The operations staff worked around the clock for the first couple of days and ran the plant in manual mode during the flood. “This is a lost art for most operators,” Creaghe said. After two days, Creaghe worked out a schedule providing continuous staff coverage until normal operations could be restored.
“The flood wiped out our rainy day fund that I had worked so hard to build up,” said Chris Bieker, district manager. But the district has now replaced its emergency operations fund and is continuing with its asset management program. Bieker says, “A lot of the upgrades you’ll see out in the plant are happening now because we identified the needs and made plans to address them.”