An environmental management system (EMS) sounds like a complex exercise, but to Andy Kricun and Jack Connolly, it’s really quite simple.
Management establishes a mission and communicates it clearly to every employee at every level. Employees then tell management what resources they need to accomplish the mission.
It’s a formula that works extremely well for the Camden County (New Jersey) Municipal Utilities Authority and its Delaware No. 1 Water Pollution Control Facility.
The EMS has helped the authority establish a clean, cost-effective biosolids program and deliver high-quality effluent to the Delaware River, while raising annual rates per household by just $15 over the past 20 years.
There’s nothing magic about it, according to Kricun, executive director and chief engineer, and Connolly, director of operations for the Wastewater Treatment Division. It’s about identifying projects to boost efficiency, funding them cost-effectively and lining up the entire team behind the core mission.
The City of Camden built the original primary plant in 1954. The CCMUA bought it in 1978 and in 1990 upgraded it to secondary treatment. Today, it is a regional plant serving Camden and 36 other New Jersey municipalities.
Among its challenges, the plant operates cheek-by-jowl with a residential area. That makes odor control paramount, notably in the biosolids program, which went through a few iterations before arriving at the current indirect thermal drying process.
“At the time we acquired the plant from the City of Camden, they had an incinerator,” Kricun recalls. “We took that out of service rather quickly because incineration in the middle of a residential community is not a good idea.” The authority tried outdoor static pile composting from 1978-84 but abandoned it because of odor and other issues.
The agency then hauled the biosolids across the Delaware River to Philadelphia for 10 years before opening a tunnel compost facility in 1994. The tunnel compost process had worked at smaller plants, but it did not scale up well to larger facilities like CCMUA, where it led to frequent breakdowns, odor issues and high operating costs.
Seeking a short-term alternative, Kricun, by then CCMUA deputy director, asked officials from neighboring Burlington, Atlantic and Gloucester counties whether they had spare biosolids processing capacity. “If each of them could handle a third of our material, it would generate revenue for them, significantly reduce our costs and enable us to close the compost facility down and eliminate the odor problem.”
That came to pass in 1999, reducing CCMUA’s costs from as high as $110 per ton to $35 per ton on average. “We knew this was not a sustainable solution,” Kricun says. “I was looking for a permanent solution that would be cost-efficient and sustainable and minimize odors. Ultimately, we decided to go with indirect drying and issued a request for proposals.” The drying system went online in 2010.
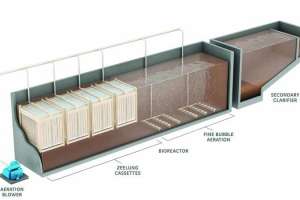
The drying process (Komline-Sanderson) handles undigested, dewatered material from the treatment plant’s 60 mgd average dry-weather flow (75 percent of the plant’s design capacity). The plant uses primary sedimentation followed by a pure-oxygen aeration system made necessary by limited space on site during the upgrade. Primary and secondary sludges are transferred to liquid sludge storage tanks; the secondary material is first boosted to 2 to 3 percent solids on gravity belt thickeners (Alfa Laval Ashbrook Simon-Hartley).
The blended primary and secondary sludge then goes to seven belt filter presses (also Alfa Laval Ashbrook Simon-Hartley) that yield cake at 25 percent solids. That cake is then conveyed to three dryers (each with 73 wet tons per day capacity) that produce about 40 tons per day of powdery Class A biosolids at 90 to 95 percent solids.
A conveyer repurposed from the compost facility delivers biosolids to the dryers. “Inside the dryers are two shafts with vanes on them through which a thermal fluid circulates,” says Connolly. “The process has two stages. The first stage operates at about 375 degrees F to flash off as much water as possible. The second stage operates at about 300 degrees.”
Contractor Synagro Technologies, which operates the dryers, hauls the finished material to a cement kiln near Baltimore for use as fuel. If for any reason that channel is not available, Synagro land-applies the biosolids.
The CCMUA is recognized by the National Biosolids Partnership for its environmental management system, but the EMS process began long before the authority conceived of the biosolids drying system.
“The EMS has really been a big part of our success,” says Kricun. “Jack and I joined the management team at about the same time. He became the No. 2 person at the plant in 1995, and I was named deputy director in 1996. We worked together on the EMS.
“An EMS is basically a systematic way to harness your wherewithal toward meeting your goals. It’s a systematic brainstorming and a systematic implementation of your ideas. There is a two-way ladder of information. The core values of the agency are communicated from the very top down to every single employee. For example, one of our core values is odor control. So instead of a plant operator just saying, ‘I’m fixing a chemical feed pump today,’ we want that person to understand how fixing that feed pump protects the community from odor. We want people to have a sense of the value of what they’re doing.
“That’s one side of the ladder. The other side is that no one knows better about the plant than the operators. So information about the specifics of the operation go back up the chain to managers, so they can find out what the operation and maintenance department needs to accomplish the core mission.
“For us, the core mission was to optimize water quality, minimize odor and minimize cost. We went through our entire operating process and said, ‘What can we do to help meet those three goals?’ Some of it is operational — changing processes. Some of it requires capital.”
The odor control part of the core mission illustrates. “For years, the plant didn’t focus on odor control,” Kricun says. “Dealing with odors changed the way we ran the plant, but we also needed odor control systems. So we designed and installed odor controls all around the plant. It was a combination of changing operational procedures but also finding out the capital needs of the O&M Department and providing them with upgraded equipment.”
Connolly observes, “We use a chemical scrubber on the primary treatment system and the dewatering area. We use carbon filtration on our scum containment area and biosolids dryer. We have a very large biofilter for our sludge storage area, and we plan to add a chemical scrubber. Most of these were designed by CDM Smith specifically for the applications.”
On effluent quality, the plant team traditionally had been content to meet the permit (25 mg/L CBOD, 30 mg/L TSS). Kricun recalls, “When we agreed to make optimum effluent quality a core mission of our agency, Jack’s team came back and said, ‘If you want to do that, we need better belt filter presses to capture more solids.’ So we replaced our filter presses with the high-efficiency models from Ashbrook Simon-Hartley.
“Another thing they told us was that we needed better thickening equipment. We had been using centrifuges that were unreliable. We replaced them with the gravity belt thickeners. That also made a huge difference.”
An additional change was to operate the belt presses on all three shifts instead of just two. These and other changes significantly improved effluent quality. For example, for July 2015, CBOD averaged 2.6 mg/L and TSS 5.6 mg/L. For improving water quality in its zone of the Delaware River, the authority received a Water Quality Award from the Delaware River Water Resources Association.
“Once again, there was teamwork between engineering and operations, where the operators accepted the mission but told us what we needed to do to accomplish it,” Kricun says.
Controlling costs
“We were able to improve effluent quality significantly, capture about 15,000 tons per year more BOD and TSS than we used to, and add a significant amount of odor control,” says Kricun. “So someone might say, ‘Your rates must have gone through the roof.’ But no, because the other thing we did under the EMS was look for cost efficiencies.
“When Jack and I started this program in 1996, our rate was $337 per household per year. We held that rate for 18 years. We raised it by $5 in 2014 and by $10 in 2015. So our rate today is $352 per household. That is about 40 percent lower than our 1996 rate, when adjusted for inflation.”
It all came about through the O&M Department’s efficiency initiatives and low-cost funding of major capital projects through the state revolving loan fund, known as the New Jersey Environmental Infrastructure Trust.
“A lot of what we did involved process automation and dual titles — having people do multiple jobs,” Kricun says. “At the time we started on the EMS, we had 230 full-time employees. Now we have 130. We did not lay off 100 employees. We had one layoff of about 10, but the other 90 left through attrition and were not replaced.”
On the automation front, the team took a variety of measures, including:
Maintenance practices got an overhaul, too. “We realized that we were doing a lot of work reactively,” says Connolly. “So we created a Reliability Preventive Maintenance Group, which currently includes four people, and we invested heavily in predictive maintenance technology: oil analysis, vibration analysis, laser alignment and infrared thermography. In 2014, we did about 92 percent predictive maintenance versus 8 percent reactive.
“We also looked at why we were spending so much money outsourcing. We determined that if we could train our people to work on our equipment, we would be significantly better off and save a lot of money.” The authority set up an apprentice program with a vocational school and put all maintenance personnel and electricians through a four-year program.
As for financing, the Environmental Infrastructure Trust helped some major projects yield positive cash flow from operational savings. For a new $10 million pure-oxygen plant, for example, the CCMUA used funds from the trust at less than 1 percent interest, reducing debt service costs so much that annual energy savings from the upgrade exceeded the annual loan payments.
Seeing all these benefits from the EMS, Kricun and his team decided to also certify under the EMS program of the National Biosolids Partnership, a cooperative effort of the U.S. EPA, the Water Environment Federation and the National Association of Clean Water Agencies.
“We believed that getting our biosolids program certified would do two major things,” says Kricun. “First, the required annual third-party audit presents an opportunity. Someone is either going to tell you you’re doing everything right, which is great but not likely, or they’ll give you opportunities for improvement. Second, the certification would be something of value for our policymakers — a measure of success that they would want to perpetuate.
“For us, the key to the EMS has been the two-way system of cooperation between administration and operations. It helps optimize our processes today, but also helps create a legacy for our successors so they can continue on the same path or improve upon it.”
Standing still is not an option for the Camden County Municipal Utilities Authority.
The next long-term goal in boosting efficiency at its treatment plant is to become self-sufficient in energy and cut down the carbon footprint.
The first move in that direction has been to limit electricity usage by making processes more efficient. “Now, we’re looking for opportunities to convert from conventional electricity to green energy,” says Andy Kricun, executive director.
In a project led by Jack Connolly, director of operations and maintenance, the authority has already installed solar panels with 1.8 MW capacity on the plant’s primary sedimentation tanks. Those panels can fulfill about 10 percent of the plant’s power demand. The project received a 2013 PV America East Projects of Distinction Award presented to installer groSolar, project concept and financing company Hellosage and CCMUA as owner.
The next step will be to add anaerobic digestion for primary and waste activated sludges and produce biogas to fuel a combined heat and power (CHP) system. “Between that, the solar panels and our energy efficiency program, we will be 60 to 70 percent off the grid,” Kricun says. “Then we’ll be looking for the last 30 to 40 percent.”
The CHP system is under design, and authority leaders are arranging for financing before soliciting bids. The system is to go online in 2017.
Connolly notes that anaerobic digestion will bring benefits beyond biogas: “We’ll probably end up with about half the biosolids we currently have, so instead of 40 dry tons per day, we’ll be down to about 20. The digested material will also dewater more easily and dry more efficiently in our indirect dryers. And the consistency of the Class A biosolids will be better because much of the fibrous material will be destroyed in digestion.”