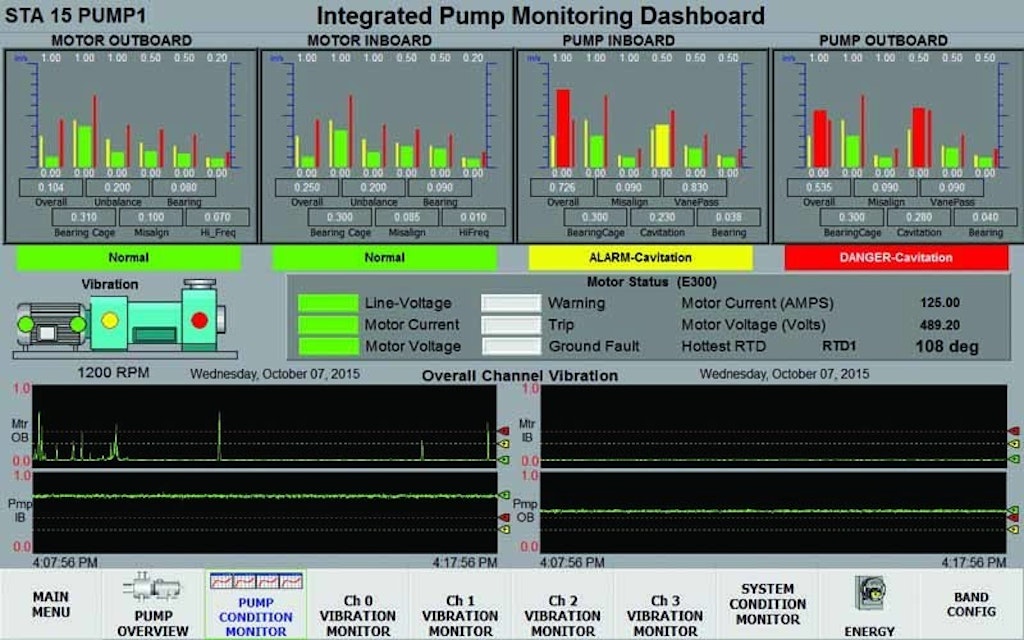
Pump and motor failures are costly, and yet treatment facility operators often lack the equipment condition and trending data they need to detect impending trouble and create optimal predictive maintenance programs.
A variety of factors can help indicate pump and motor...




