Pump and motor failures are costly, and yet treatment facility operators often lack the equipment condition and trending data they need to detect impending trouble and create optimal predictive maintenance programs.
A variety of factors can help indicate pump and motor trouble, among them temperature, current, voltage and vibration. But historically, monitoring has tended to focus on one or two parameters and has not provided data in simple forms that help operators determine what is wrong and precisely what to do about it.
Now Rockwell Automation offers Integrated Pump Monitoring (IPM), which uses multiple sensors to enable detailed monitoring of a wide range of parameters. Information from those sensors is translated into equipment health and diagnostic information displayed on a screen in forms easy for operators to understand.
The system also records time-stamped information about events such as alerts and faults to support operation and maintenance staff members’ investigations. Rockwell representatives Steve Liebrecht, water/wastewater industry team leader, and Wayne Leideker, integrated architecture technical consultant, talked about the technology in an interview with Treatment Plant Operator.
TPO: What was the objective in developing this technology?
Liebrecht: In industry, we have a lot of equipment but a limited number of people who understand its proper operation and maintenance. Motor and pump protection has been somewhat rudimentary. For example, motors have been protected with a eutectic overload device that monitors the motor current; pumps have been monitored mechanically with a trip point switch so that if vibration reaches a high level, it triggers an alarm. Essentially, what has been available is an “idiot light.” Then someone has to go figure out what happened. We set out to make equipment smarter, allowing it to continuously articulate its condition and help the user diagnose exactly what the problem is.
TPO: In basic terms, how have you accomplished that?
Liebrecht: We install two input/output (I/O) modules, one electrically protecting the motor and the other mechanically protecting the pump and motor as a system, and we integrate them within a control strategy. By combining those technologies, we provide the maintenance and operation staff with a much broader and more detailed view of overall pump and motor health.
TPO: How is this information conveyed to operators?
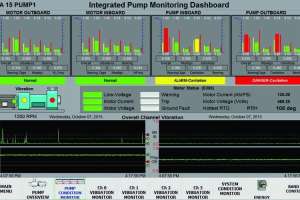
Liebrecht: A 10-inch PanelView display articulates motor and pump health and diagnostics in forms easily understood by operators — in plain English and using the power of graphics such as bar charts and green/yellow/red condition indicators.
Leideker: All of the technical information is displayed on the operator panel in legible, descriptive text or indicators that specifically identify the problem area and give detailed, accurate information as to what the trouble is, what is causing it, and what to do about it.
TPO: Can you give an example of what an operator might see in case of an adverse event?
Leideker: For a water pump operating normally, all indicators would be green. If the pump were to begin to cavitate, the vibration amplitude of that specific frequency would go up and eventually the green vibration indicator dedicated to cavitation would turn to yellow. We also have an alert message pop up on the screen and use an interface with a PLC to turn on an indicator or an alarm annunciation somewhere in the facility. That information could be conveyed all the way up to the facility’s control station to indicate the presence of an alert condition, specifically identifying that it’s a cavitation alert and what action to take.
TPO: Where would the operator display for this system typically be located in a facility?
Liebrecht: It would be on the control panel for the pump and motor being monitored. In a pump station there could be just one central interface terminal where operators could look at all the pumps simultaneously. The information can also be shared remotely via SCADA so that the same screen can be seen from the operator control room or in some other remote location.
TPO: What are the parameters this technology can monitor?
Leideker: One of our Dynamix 1444 modules can monitor four individual channels of vibration, typically the outboard and inboard of the motor, and the inboard and outboard of the pump. These four channels can then each identify eight individual frequency bands or ranges buried within that overall vibration signature, targeting the specific frequencies pertaining to looseness, misalignment, bearings, pump cavitation, vane pass and others.
Our E300 module can monitor line voltage, motor current, thermal capacity, estimated time to trip, motor voltage, and all the power and energy monitoring parameters such as power factor, line-to-line voltage, current, kW, kVAR and kVA. We also have RTD temperature modules interfaced into the E300. It’s a compact system that can supply operators with a vast amount of diagnostic and operational information.
TPO: How does the system record historical information?
Leideker: All alerts and trips are recorded with a date and time stamp. In addition, when an event occurs, the system takes a snapshot of what the event monitored values were at that time so that information is available to the operator or maintenance person who arrives later to perform service.
TPO: What would you say is the net benefit of this technology?
Liebrecht: It helps eliminate catastrophic damage. Rather than waiting for an alarm to go off, operators can see trends in operating conditions. If they see a trend continuing toward an alert threshold, they can direct maintenance to be performed sooner. It’s predictive maintenance — predicting problems before they become catastrophic. We’re not just looking at voltage, current, temperature or vibration. We’re looking at all those simultaneously. That is the real power of this technology.
TPO: How would you assess the return on investment in this technology?
Liebrecht: We did a presentation for a consulting firm designing a pump station for a water pipeline containing four pumps, each worth $200,000. If you weigh the modest cost addition for our equipment to protect a $200,000 pump — if just one bearing problem could be detected before it became catastrophic — you can get an idea of the impact.