Wastewater officials talk more and more about turning publicly owned treatment works into publicly owned power plants.
They should take a lesson from the Santa Cruz (California) Wastewater Treatment Facility.
The plant has 1,300 kW of electric power generating capacity in a cogeneration system that burns digester methane. It also operates a 53 kW solar photovoltaic system and has energy-saving water fixtures and lighting. Team members continuously monitor the plant’s energy and greenhouse gas performance. All told, the plant operates on 70 percent green power.
As a result, the plant has achieved Green Business Certification from the Monterey Bay Area Green Business program, as well as partnership status in U.S. EPA Green Power and Energy Star programs. It was named 2013 Plant of the Year in California in its size category.
Superintendent Dan Seidel points out that the plant is the city’s biggest energy consumer and presents a great opportunity to use on-site renewable energy. Greg Galvin, electrical supervisor and certified energy manager, observes, “Over the past four years we have increased our uptime and our methane gas production, while reducing our kilowatt-hours per gallon treated. That allows us to reduce our carbon footprint and operate in a more sustainable fashion.”
The treatment plant (design flow 17 mgd) serves 130,000 people in Santa Cruz and surroundings, an environmentally minded area tucked into the Pacific Ocean shoreline on the northern edge of Monterey Bay. The city is famous for surfing, skateboarding and the Santa Cruz Beach Boardwalk amusement park.
In the plant’s headworks, mechanical bar screens and grit removal systems (Vulcan Industries and Serpentix) remove debris before six primary sedimentation basins (Brentwood’s Polychem Systems). Mike Sanders, operations manager, says not all six are in use at once; some are kept in reserve or for use during maintenance and high flows during winter months.
Secondary treatment is provided by six trickling filters (WesTech Engineering), followed by contact stabilization tanks. The trickling filters are filled with plastic media and are 60 feet in diameter, 16 feet deep, with center-driven trickling arms. Two trickling filters operate in summer and three in winter.
The solids contact units are serpentine-shaped and provide reaeration and flocculation of solids before the secondary clarifiers. Detention time is 30 minutes at the normal flow rate of 9 mgd. Secondary sludge and trickling filter solids are returned to the contact stabilization units to form a mixed liquor.
The secondary clarifiers (WesTech) are 120 feet in diameter with a side water depth of 16 feet. After settling, the water is disinfected in a twin-channel UV system (TrojanUV). Effluent is discharged to Monterey Bay. About 150,000 gpd is diverted to a multimedia filter (WesTech Trident) and disinfected with sodium hypochlorite. This water is recycled for pump packing, polymer mixing, plant washup, and sewer line flushing.
Waste solids are thickened using gravity and dissolved air flotation thickeners, then anaerobically digested and dewatered in centrifuges. Cake qualifies as a Class B material and averages 22 percent solids. The original centrifuges have been recently upgraded using the latest Andritz technology for energy efficiency. The $2 million upgrade involved addition of a variable-speed drive.
Fifty tons per day of the dewatered material is hauled by a local trucking company to Merced County, where it is applied to farm fields. During the wet season, it is landfilled. The Santa Cruz plant also processes biosolids from the neighboring Scotts Valley Treatment Plant.
The plant is staffed around the clock with one operator on site at all times and senior operators on call for backup. The plant’s SCADA system with Wonderware software (Schneider Electric, Telemetry & Remote SCADA Solutions) allows remote access through individual desktop computers and tablets.
While plant performance is excellent, the plant team’s efforts to generate power and reduce energy consumption make the headlines these days. “We average 7 million cubic feet of methane gas per month,” says Seidel. “That translates into 560,000 kWh per month on one cogeneration engine and 150,000 kWh on the other. Both machines (Waukesha Engine by GE Energy) produce electricity for use in the plant; heat is captured for the digesters and buildings.”
“We use the smaller engine depending on time of year,” Sanders says. “We use it as a peaker power plant during May through October when our utility power is the most expensive. We can reduce our load and receive a smaller unit time-of-use charge when we add the second unit to the mix.” The larger unit operates continuously. With the expertise of the facilities maintenance division, the power plant can achieve 97 percent uptime.
The solar units, installed atop the dewatering building and primary tanks by Renewable Energy Resources in 2002, provide additional energy for in-plant use. The local power utility does not permit export of power to the grid. “Over the years, we’ve increased the ratio of in-house power versus that purchased from the utility,” Sanders says.
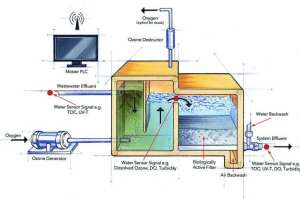
The Santa Cruz staff regularly comes up with innovative solutions. In a case involving the gas recovery and power generation system, the team devised ways to clean the digester gas and blend it so that the gas feed has a consistent heating value.
The gas comes off the digesters and passes through iron sponge scrubbers, then to Spencer blowers, then to an activated carbon filtering system (Applied Filter Technology) and finally to the engines. “The feed heating value was not consistent as we blended biogas with natural gas,” says Fred Stevens, lead mechanic. Natural gas can come in at 1,000 to 1,050 Btu/ft3, while the biogas heating value can be as low as 600 Btu/ft3.
“That’s huge,” says Seidel. “The changes between high and low Btu gas were raising havoc. We went to another treatment plant where they had thrown out some old dilution blenders. We brought them back and our staff rebuilt them.” Now the blenders smooth out the heating value differences and the engines run more consistently. “It was a very creative solution to the problem,” Seidel says.
That’s not the only idea the team has come up with. “We’ve pretty much scrapped the old way of controlling flows,” says Galvin, electrical instrumentation supervisor. New approaches include modulating motors so they don’t run at full speed, using variable-speed drives controlled by the SCADA system, and submetering throughout the plant.
“Rather than one meter and one reading, submetering lets you look back and make changes,” Galvin says. “When you make adjustments on a single process step or piece of equipment, submetering tells you the impact. It lets you see what the energy change is in real time.”
Energy audits are another tool, revealing energy use by motors, fans and other equipment. “We get a full-scale evaluation of energy consumption out of those reports,” says Galvin. The plant’s odor-control system is a case in point. It has four carbon scrubbers designed to run fully on or fully off. The old practice was to run two at full blast.
When an energy audit revealed the true power draw, the staff put variable-speed drives on all four scrubbers. Now all four run at once and modulate according to the power needs. “We’ve seen a significant power reduction,” says Sanders.
Not all improvements are energy related. A testing method developed by Akin Babatola, laboratory and environmental compliance manager, substitutes TOC as the water-quality parameter in place of BOD. “The TOC number is equivalent to what BOD would be, but the turnaround time for the analysis is much quicker,” says Michelle Courtroul, lab technician.
That means the staff can analyze the number while the water is still in the plant rather than waiting for the five-day period required for BOD analysis. “We are the first facility in this part of the state to get this change as part of our permit,” says Babatola. “We’re getting inquiries about it from as far away as Canada.”
The extra efforts at Santa Cruz have won local and national honors. The plant is a member of the Monterey Bay Area Green Business organization, cited for “exceeding environmental regulatory requirements, preventing pollution and conserving natural resources.”
The green-business group credits the plant with replacing bathroom fixtures with low-flow models, upgrading fluorescent lighting, installing occupancy sensors for lighting and computer work stations, promoting paper recycling and reduction, using earth-friendly cleaners, auditing heating and cooling systems for leaks and insulation integrity, monitoring greenhouse gas emissions, and implementing a climate action plan and environmental policy statement.
In 2014, the plant ranked 25th nationally in the U.S. EPA Green Power Partnership, primarily for reducing its dependence on outside power sources. The energy reduction programs may also result in designation under the ISO 50001 international energy management standard.
“We’ve been documenting energy use and greenhouse gas emissions for many years,” says Seidel. “The data shows improved performance year over year, as well as our commitment to continual reduction, and can be used to become an ISO 50001 facility. We are researching the requirements to becoming certified.”
Performance and aspirations like this bespeak committed staff members who communicate and work together. “We’ve broken down the silos between the laboratory, maintenance, electrical and operations,” says Seidel. “Everybody works together. We’re an integrated professional team.”
Adds Babatola, “I’m impressed with all my colleagues. Not all ratepayers recognize the investment of effort to make an award-winning facility. But our legacy is that all of our staff members recognize that the core mission of our plant is to control pollution.”
It’s a good thing no one could keep Forrest Locatelli down on the farm. He is the go-to guy at the Santa Cruz Wastewater Treatment Facility when anything needs to be fixed, improved or made from scratch.
“There isn’t anything he can’t do,” is how fellow staff members describe him. One of his latest inventions — the Flocatelli 5000 — helps record influent and effluent values every 30 days on a constant stream basis, a big improvement over the previous practice of grabbing a sample twice a year.
The device, a chambered canister patterned after those used by the U.S. Forest Service in stream sampling, allows debris to settle out before the water passes through a semipermeable membrane filter, where contaminants like pharmaceuticals and other chemicals can be filtered out and analyzed.
“The problem with wastewater was plugging,” Locatelli says. The chambered design gets the water cleaner before it crosses the membrane. Water-quality regulators are especially happy with it, says Michelle Courtroul, laboratory technician, because it yields a much more accurate picture of what comes into the plant and what goes out.
“The membrane mimics the aquatic organisms and simulates their exposure levels to pesticides, PAHs and pharmaceuticals, in and out,” says Locatelli. “With the 30-day sample, we get a lower detection limit and we get better numbers and a more accurate picture of what’s happening.”
Locatelli learned to make and fix things as a farm kid: “My dad was mechanically inclined, and we built our own equipment.” Later, he was a mechanic for a Wrigley gum factory and a farming machinery manufacturer. In 15 years at the treatment plant, he has built a reputation for welding stainless steel, an art that requires precision, know-how and a steady hand. He rebuilt the paddle skimmers on the clarifier out of stainless steel so they don’t rust. He also fabricated the racks and frames on the bar screens.
On the compressors in the digester area, Locatelli replaced just about everything with stainless steel: piping, loaders, traps, discharge and regulators. He also installed the new parts, turning balky machines into more consistent operators.
“It was incredible,” says Mike Sanders, operations manager. “We won’t let him go anywhere else. He’s under lock and key.”