
Struvite is a persistent concern in many clean-water plants. The substance (chemical name magnesium ammonium phosphate) can build up inside anaerobic digesters and in pipes, pumps and other solids processing equipment.
Struvite accumulation can reduce flow through digester piping, thus limiting plant capacity. It can also reduce dewatering efficiency and increase phosphate loading in the return liquor, leading to less efficient phosphorus removal.
CNP-Technology Water and Biosolids Corp. now offers the AirPrex process for removing struvite from the biosolids stream. It is designed as a complete biosolids optimization and phosphorus recovery system, installed after anaerobic digestion but before dewatering.
While the process can yield a high-phosphate dry solids material with potential to generate revenue from sales, the manufacturer says the main benefits are biosolids that contain less water and so cost less to handle and transport, and substantially lower polymer usage. The process also reduces phosphorus recycle loading to the treatment process and cuts the cost of maintenance related to struvite buildup. Gerhard Forstner, company president, talked about the technology in an interview with Treatment Plant Operator.
TPO: What are the basic operating problems this technology aims to solve?
Forstner: When plants use biological phosphorus removal, phosphorus accumulates in the waste activated sludge, which then goes to anaerobic digestion. Phosphates stabilize the water/sludge matrix, making it harder to squeeze the water out in a press or centrifuge. The dewaterability drops by 3 to 5 percentage points as opposed to a facility using ferric chloride for phosphorus removal. Cake solids may drop from, say, 25 percent to 20 percent. That makes a large difference in handling costs.
Second, having the phosphorus in the sludge means up to 30 percent more polymer may be needed to get the free water out. And third, during anaerobic digestion, the phosphorus combines with ammonia and magnesium to form struvite that will precipitate out between the digester and the dewatering process. It creates scale that can block piping or block centrifuge centrate lines. It’s almost impossible to remove.
TPO: There are other struvite removal processes on the market. In a basic sense, how is your process different?
Forstner: Our process comes after anaerobic digestion but before dewatering. Removal of the phosphorus before dewatering enables us to improve sludge dewaterability, reduce polymer consumption and remove the struvite at an earlier stage to eliminate struvite-related maintenance.
TPO: How would you characterize the economic benefits of the AirPrex process?
Forstner: The biggest share of savings, about 70 percent, comes from reducing the biosolids handling costs and polymer costs. About 20 percent of savings come from lower maintenance associated with struvite. About 10 percent is potential revenue from fertilizer sales.
TPO: In simple terms, how does the process work?
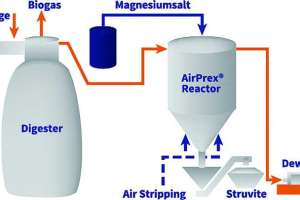
Forstner: Material from the anaerobic digester is fed to a reactor, at the bottom of which is a coarse-bubble aerator. The introduction of air imparts an up-and-down circular mixing motion and strips out CO2, increasing the pH from 7 to about 8. We then dose the reactor with magnesium chloride. Basically, we create ideal conditions for struvite to form in the reactor. After a few hours, the ammonia, phosphorus and magnesium form struvite crystals. Once the crystals are heavy enough, they fall out and settle into the conical portion of the reactor.
TPO: How are the struvite crystals removed from the process?
Forstner: A few times per day, the bottom of the reactor is opened for a minute or two and a mixture of organic material and struvite crystals is released to a pump, which delivers it to a grit washer. The washer dislodges the organics, which float to the top of the washer and are decanted back to the treatment plant headworks. The mineral fraction falls to the bottom of the washer and is augered out into a container. It comes out about 85 percent dry. The biosolids, with about 95 percent of the orthophosphate removed, goes on to dewatering.
TPO: What is your commercial experience with this technology?
Forstner: We started in Germany in 2007. Our first big installation was at a 120 mgd treatment plant in Berlin. The next was in 2009 at a 70 mgd plant in Monchengladbach, close to the border with the Netherlands. More recently we’ve had installations at a 170 mgd plant in Amsterdam, a 30 mgd plant also in the Netherlands, a 120 mgd plant in China, and two more plants in Germany. In the United States, we will start piloting in October of this year.
TPO: Can you cite specific results from any of these projects?
Forstner: The plant at Monchengladbach has achieved 90 percent phosphate removal and regularly sells the struvite as a high-phosphate fertilizer. The plant’s dewatering rate has improved by 4 percentage points, and the facility has saved more than $850,000 per year in operating costs, as opposed to phosphorus removal with ferric chloride. The Amsterdam plant has improved its dry cake solids by about 5 percentage points and has achieved about 20 percent polymer reduction, saving more than $550,000 in hauling and polymer costs per year.
TPO: What happens if a facility wants struvite removal but is not interested in marketing a fertilizer product?
Forstner: We have the option to do a two-pronged approach. We can build the initial system without struvite harvesting. If a customer simply wants to dewater the biosolids and discharge the struvite with the cake, we can build the system without the washing unit.
By designing for a shorter hydraulic retention time, making the reactor tank smaller and taking the washer away, we can save quite a bit of capital cost while giving the owner improved dewaterability, lower polymer cost and struvite scaling prevention. Finer, smaller struvite crystals go with the biosolids directly to dewatering. Then in three or four years, if they come back and say that now they want to harvest the struvite product, we say, “No problem.” We add a second tank, add the washer and they are ready to go.