

Operators at the Otter Lake Water Treatment Plant have a lot to be happy about — improved water quality and operations after an $8.5 million upgrade, a supportive water commission and general manager Dennis Ross.
Ross brought his operations team through an 18-month improvement project at the plant, in Girard, Illinois. Completed in 2010, it included adding solids contact clarifiers, two new multimedia filters, a new control room and laboratory, and a million-gallon clearwell.
In 2013, a UV/advanced oxidation process disinfection system was added to take care of seasonal taste and odor issues. The operators’ learning curve is ongoing. “I’m happy with the length of time these projects took, as it gave the operators time to focus on each new system and provide input,” says Ross. “Throughout construction, the team faced a different daily challenge. They had to keep up with constant changes, but they took it on, and I think they actually enjoyed the challenge.”
The new system is more efficient. “The clarifiers operate without moving parts,” says Ross. “The old system had paddles, chains, gears, shear pins and so on. Our maintenance went from a daily disaster to near zero. The old plant had a small chlorine room that was converted to a lab, but that was also the main plant entrance. So, we upgraded to a new lab with enough room for all the proper equipment we need to perform routine lab work.”
Today, the 3.5 mgd (1.8 mgd average) conventional treatment plant produces finished water with 0.03 to 0.10 NTU and 184 mg/L hardness for 17,000 customers.
The Otter Lake treatment plant and the 765-acre Otter Lake were built in 1969 in response to water shortages from the City of Springfield, the area’s previous water supplier. The plant is operated by the Otter Lake Water Commission, which serves the communities of Auburn, Divernon, Girard, Pawnee, Thayer, Virden, Nilwood and Tovey, the South Palmyra Rural Water District and Henderson Water.
“None of these towns or districts could afford to have a water plant of their own, so the towns got together in the early 1960s and designed this plant,” says Ross. The commission is run by an eight-member board of directors, one appointed by the leadership of each member community.
The board decided in 2007 to upgrade the water plant to replace aging equipment and accommodate growth. The existing flocculation/sedimentation basins were not automated and were wearing out.
“It was a good system back then, but new regulations required lower turbidity, which we had a difficult time meeting,” says Ross. The board hired Hurst-Rosche Engineering to look at equipment options. The commission chose ClariCone solids contact clarifiers from CB&I for ease of operation and low maintenance. “We visited other plants that were using those and talked to the operators,” says Ross. “We spent a lot of time doing our homework.”
Water from Otter Lake is pumped to the plant where it is fed powdered activated carbon and a preoxidant before entering the head tank for mixing. From there, it enters the ClariCone units (two, for redundancy). Treated water overflows into a weir and is piped to multimedia filters (Leopold - a Xylem Brand). Peroxide is added for advanced oxidation to eliminate taste and odor issues.
The water is sent to the UV system (TrojanUV) and then disinfected with sodium hypochlorite gas before entering the clearwell. “The new clearwell is baffled to meet Illinois EPA contact time requirements before the water is sent to our second clearwell,” says Ross. A MOSCAD SCADA system (Motorola Solutions) ties the plant together.
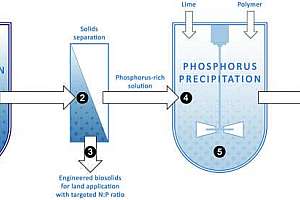
The ClariCone clarifiers provide mixing, tapered flocculation and sedimentation in one hydraulically driven vessel. There are no mixers, scrapers, recycle pumps or other continuous moving parts. The system maintains a dense, suspended, rotating slurry blanket that provides solids contact, accelerated floc formation and solids capture. The conical concentrator maximizes slurry discharge concentration and enables operators to visually monitor the slurry discharge.
“The cones look like a wine glass, narrow at the base and larger at the top, basically an upside-down cone,” says Ross. “Water comes in the bottom, where it is mixed with caustic and polymer, turning at a pretty high rate. As the water makes its way up the cone, the surface is larger, so the water turns at a much slower rate. A blanket is formed in the lower portion of the cone, and clean water comes off the top.”
The operators’ learning curve was smooth. “Our lead operator, Jeff Stanley, received hands-on training at another plant, then returned after a week and trained the others,” says Ross.
Bob Dill, operations supervisor, helped ensure a successful startup. “He did his homework, and we tested new chemical feeds in the old plant so we knew what rates we would need to feed,” recalls Ross.
Since the clarifiers need to have a sludge blanket to perform, the operators pumped lime sludge from the old plant into the new clarifiers with a 3-inch trash pump. “When we started up the new plant, the sludge blanket we needed was already in the cones, so we were able to make water that met our permit the first day. This would not have happened without Bob’s up-front work.”
The $2.3 million upgrade to UV/AOP technology allows the plant to comply with the Cryptosporidium rule and produces better-tasting water. “We had just gone through about eight months of algae in the lake and were getting calls about taste and odor,” recalls Ross. “We looked at other plants’ UV/AOP systems and talked to operators to find out what they liked and didn’t like.”
Although the new system uses significant electricity, Ross feels it is a better way to reduce taste and odor. “The system looks simple, but there is a whole set of automated controls, separate from the SCADA,” Ross says. “Operators must calibrate the in-line meters and check the sensors as part of the state-required verification process.
“The UV system looks at several things to ensure that the water is getting the correct dose of light. We have to verify that the systems are working properly. UV transmittance is important. The in-line meter feeds this information to the UV system, so that’s why we have to calibrate it every week.”
Sensors in the reactor tell the system how much power is needed for the correct dose of light. Operators check the sensors monthly by comparing them to three reference sensors kept in storage. Each unit has two reference sensors, which TrojanUV verifies and calibrates yearly.
The quartz sleeves that house the bulbs are automatically cleaned at startup and shutdown and every eight hours. The lubricant must be refilled and checked every six months. Magmeters that report the flow of water to the system are calibrated monthly.
High productivity and morale define the plant operations team. “I believe they’re happy here because they are encouraged to make suggestions and to come up with things that are beyond the normal job,” says Ross.
The operators use their talents to everyone’s advantage; they even remodeled the plant’s bathroom. “Moving the lab allowed us to convert the old lab into a break area for the microwave, coffee maker and refrigerator,” says Ross. “All of these were in the filter room before. The operators welcomed that change.”
The job offers substantial variety: lab work, maintenance, meter reading, grounds maintenance. Operators also help protect the Otter Lake watershed by planting trees and laying riprap along the shoreline. Otter Lake is the only lake in the state with its own mechanical barge, according to Ross. It can haul 17 tons of riprap and place it along the shoreline at a rate of about 100 feet per day with a crew of three.
The operators support each other, helping new hires understand a treatment process or prepare for the next exam. “One thing that really stands out is when someone offers to work a holiday for an operator with young kids,” says Ross. “That shows how much we are like a family here.”
Ross, a commission team member since 1997 and general manager since 1998, holds a Class A water treatment license. Besides Dill (Class A, 16 years) and Stanley (Class A, 17 years), the team includes Rudy Rodriguez, crew foreman (Class D, 18 years); Class A operators Stan Crawford, Otis Foster, Joe Hogan and Tim Walter; Class C operator Eric Walsh; and Brian Durbin.
Customer service representatives Laura Sommerfeld and Andrea Hanney handle tasks that include billing, human resources, public relations, IT, recordkeeping and bookkeeping.
Future challenges for the Otter Lake team include keeping up with EPA regulations, fixing line breaks in the aging distribution system and preparing for weather events. An ice storm in the early 1980s knocked out power for three days; the plant now has standby generators. “We also have cots and sleeping bags tucked away, and in the winter we stock canned goods just in case,” says Ross.
More plant improvements are in the works. New high service pumps and two new backwash pumps should be in place by summer 2016. Variable-frequency drives will save about $40,000 a year on electricity.
The team will continue its watershed preservation work and community outreach. “We’re very involved with the ISAWWA, and we hosted a plant tour for them in September 2014,” says Ross. The plant also offers tours to local schools: “Even if those students don’t go on to become operators, they may be our customers some day, so it’s important for them to know who we are and what we do.”