

Order Digital Reprints
Want a PDF of this article as it appeared in print?
Order Here!
Filed Under
Sign Me Up!
Join your colleagues who already get great content delivered right to their inbox.
Sign up Digital!
If you don't want to bring your iPad into the bathroom, we can send you a magazine subscription for free!
Subscribe to Print!

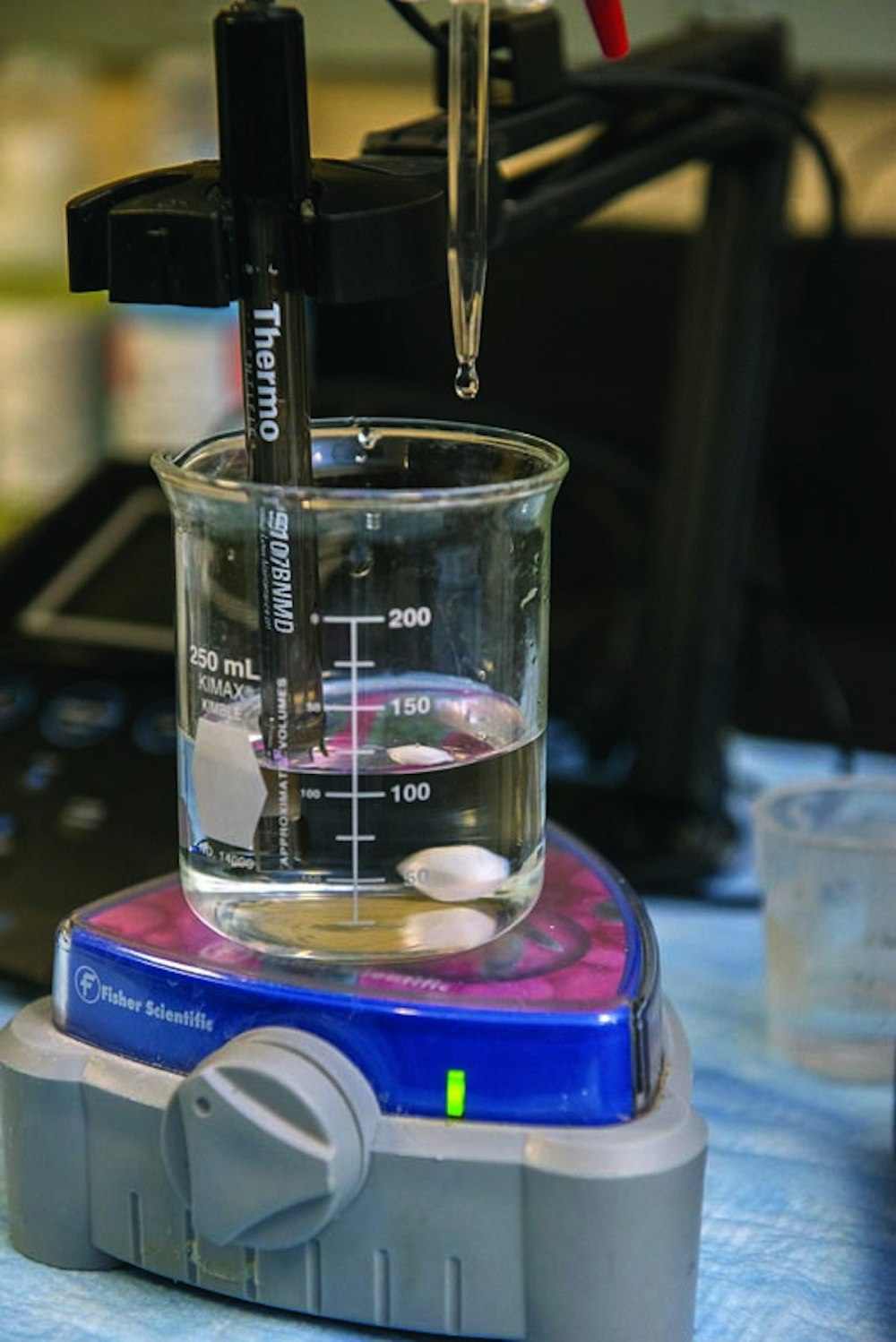
Treating water with low turbidity with marginal seasonal fluctuations in iron and manganese keeps operators busy at the Lawton (Okla.) Water Treatment Plant. Their routines were complicated by drought and the repair of a leaking clearwell.
Superintendent Carl Gray, a Class A...