The water reclamation facility for the Mountain House planned community in California was having difficulty with excessive consumption of polymer used to dewater and thicken biosolids.
The 3 mgd sequencing batch reactor (SBR) facility serves a population of about 12,000 on 4,784 acres in San Joaquin County, about 150 miles east of Oakland. In 2013, the plant underwent changes in its polymer use as part of a comprehensive process initiated because management determined that the plant was attaining inadequate solids capture, and that large amounts of solids in centrate from the dewatering centrifuge were being returned to the headworks.
The facility staff resolved the problem by installing a new polymer feed and mixing system, instituting a three-stage mixing process and optimizing the polymer formulation. The improvements reduced polymer consumption by 23 percent, achieving projected payback on the equipment investment in about two years based on polymer savings alone.
The Mountain House Water Reclamation Facility, designed for 3 mgd, is underloaded at an average flow of about 0.7 mgd. The first homes in the Mountain House development were built in early 2003; growth stopped in 2008 as the economy and the housing market fell into recession. Since 2011, development has accelerated and 15,500 households and 40,000 people are expected at full build-out.
The water reclamation facility in its current design is expected to accommodate Mountain House residents and businesses until about 75 percent build-out. The SBR plant, operated by Severn Trent Services, has a footprint of less than 2 acres. SBR is designed as a cost-effective treatment alternative for small and medium-sized plants that require nutrient removal or have hydraulic or organic influent fluctuations.
The SBR process incorporates all stages of activated sludge treatment in the same basin. At the Mountain House facility, each SBR cycle includes an anoxic selector stage, aeration stages, a clarification stage and a decant stage. At decant, the top 4 feet of clear water is released to the plant’s surge basin, then pumped through cloth-media tertiary filters, followed by UV disinfection before discharge. (The facility was among the first in the nation to use a UV disinfection system certified to meet California Title 22 requirements.)
Waste activated sludge from the SBR process is pumped to two aerobic digesters. Typically, sludge is thickened in a drum thickener after leaving one digester. From there it goes to the second digester and then is pumped into a high-speed decanting centrifuge (Noxon) for dewatering. Dewatered biosolids are sent to a compost facility in nearby Merced County.
In efforts to improve the facility’s polymer efficacy, management first looked closely at the polymer preparation and feed systems. Polymer is fed to the waste activated sludge before thickening and dewatering to aid in liquid-solid separation. The Mountain House plant was using conventional mixing and feed systems to prepare its polymer. Although polymer was prepared and fed automatically, the process was characterized by wasted polymer.
Insufficient initial mixing energy generated by the polymer mixing systems created large quantities of fisheyes (entrapped, undissolved polymer masses) that did not contribute to sludge conditioning. High shear after initial wetting of the polymer solution broke numerous polymetric chains, hindering liquid-solid separation. As a result, excessive polymer was being consumed.
In March 2013, the facility began a 60-day trial of a ProMix-S TA Series polymer feed system from ProMinent Fluid Controls to control feedwater and polymer and combine them. The system is designed to receive emulsion polymer while mixing it with feedwater to produce and discharge a quality solution.
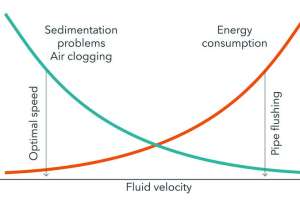
The mixing unit provides a multi-zone mixing chamber that delivers a tapered energy profile for proper polymer activation. The engineered profile effectively hydrates and mixes the polymer to a homogenous and fully activated solution, providing only light agitation in the mixing tank to allow full extension of polymer chains.
During the trial, the plant team recorded a number of variables, including digested sludge flow rate, reclaimed water flow rate (polymer dilution water), polymer neat pump flow rate and polymer use (in inches). From this data the team calculated the percent polymer concentration daily while operating the drum thickener and decanting centrifuge.
Because only one feed system was used during the trial, only one of the dewatering systems (drum thickener or centrifuge) could be used at a time with the unit. Based on a ProMinent representative’s recommendation, the operators started the polymer feeder at a 0.5 percent polymer solution setpoint and ended with a setpoint just below 0.3 percent.
Dewatering characteristics before and after the trial were significantly different in thickened sludge quality and a reduction in solids recycle from the centrifuge centrate. Polymer usage was reduced by about 23 percent at an average polymer solution concentration of 0.293 percent.
Based on improvements in the sludge thickening process, significant polymer savings and reductions in solids recycle, the plant team purchased two ProMix-S polymer feeders, one dedicated to the drum thickener and the other to the centrifuge. Each new polymer feed system provides an LCD display (including primary and secondary flow display) with touchpad control, remote start/stop and programmable auto-flush. The unit maintains desired concentration based on primary and secondary dilution water flow.
Gaining optimum polymer activation through a three-stage mixing regimen played a key role in optimizing dewatering. A second major improvement followed the installation of the new mixing units. Although plant managers were pleased with the improved polymer performance, they remained less than satisfied with solids capture in the centrifuge.
Noxon representative Peter Gagne, after observing centrifuge operations and performing jar tests, recommended that the plant team consult polymer vendor Polydyne to determine an alternative. Polydyne adjusted the polymer formulation as the major final key in optimizing dewatering.
An adjustment in polymer formulation, combined with a three-stage mixing regimen to enable full use of the polymer being fed, helped the Mountain House treatment plant gain full control of its solids management program. The plant reduced annual polymer expenditures by about $10,000. In addition, the much lower water content of biosolids reduced the cost of transport to the compost facility.
J.J. Miller and Dave Mullaney are California-certified operations staff members with Severn Trent Services, which operates the Mountain House Water Reclamation Facility.