
Problem
Lakota Wastewater Treatment Plant in Lakehaven Utility District, Wash., sought to address rising energy costs and aging equipment. The 17-year-old 250 and 350 hp positive displacement blowers used for secondary treatment were noisy and inefficient and did not provide operational flexibility. Because the 250 hp blower could not meet low-flow aeration requirements, plant operators had to turn on the 350 hp blower, increasing power consumption.
Solution
In 2008, the plant replaced the 250 hp blower with an NX300 300 hp high-speed turbo blower from APG-Neuros. The project was eligible for an Energy Grant from Puget Sound Energy (PSE). After thorough review of the estimated energy savings, PSE agreed to finance 70 percent of the project capital cost, providing a $156,000 grant.
Result
The turbo blower saved more than $86,000 per year in power consumption (at 7.5 cents per kWh), resulting in a 16-month payback. The blower can accommodate the plant’s entire flow, eliminating the need to run the 350 hp blower. 866/592-9482; www.apg-neuros.com.
Problem
At its dairy processing facility in LeSueur, Minn., Davisco Foods produces 200,000 pounds of cheese, two tanker loads of cream and about 1.7 million pounds of whey each day. The wastewater treatment plant operates best when dissolved oxygen levels are 2 mg/L. Three multi-stage centrifugal blowers introduce the air. However, DO levels exceeded the target, consuming more electricity than necessary.
Solution
Adding an Atlas Copco ZS rotary screw blower with variable-speed drive provided capacity flexibility. DO levels are maintained close to target. Davisco runs two multistage centrifugal blowers at 100 percent output (peak efficiency) and trims the additional flow requirements with the blower.
Result
Davisco achieves a target DO setpoint and uses substantially less electricity. In the first several weeks, a 36 percent reduction in electricity usage was observed. Davisco projects average annual energy savings in excess of 20 percent. 866/546-3588; www.efficiencyblowers.com.
Problem
The City of San Miguel Cuyutlan in Jalisco, Mexico, needed fiberglass reinforced plastic products throughout the wastewater treatment facility to withstand high exposure to sulfur vapors.
Solution
The plant team chose Fibergrate Composite Structures. The products offer durability, low maintenance and corrosion-resistance. The company provided Dynarail handrail, platforms using molded grating, stair treads and Dynaform structural components. Fibergrate products are lightweight for easier installation and offer slip resistance.
Result
Seeing the success of this project, the State of Jalisco and another nearby state decided to use Fibergrate for wastewater treatment plant projects. 800/527-4043; www.fibergrate.com.
Problem
The sequencing batch reactor process in Hilliard, Fla., could not consistently meet strict biological nutrient removal effluent limits due to high TKN loading and high infiltration. The treatment plant also did not have adequate sludge storage and handling.
Solution
The city upgraded the plant to a Fluidyne Corp. ISAM (Integrated Surge Anoxic Mix) process with integral sludge reduction, built-in flow equalization, aeration and clarification, all in one process. The plant used the existing SBR basin as an integral part of the process, allowing a 50 percent increase in rated plant capacity while minimizing construction costs.
Result
The city meets all effluent limits of 3 mg/L TN, 5 mg/L BOD, 5 mg/L TSS and 0.2 mg/L phosphorus, while handling high peak organic and hydraulic loads. The system also substantially reduced biosolids and increased the solids content to up to 12 percent. 319/266-9967; www.fluidynecorp.com.
Problem
A series of events and conditions caused the Bridgeport (Conn.) Water Pollution Control Authority treatment plant to develop a significant odor problem. Neighbors in condominiums and industrial/commercial operations complained.
Solution
Management studied the problem, identified odor sources, evaluated solutions and chose to capture and treat odors using specially designed covers to capture odorous offgas and a carbon system to treat the odors. Geomembrane Technologies provided retractable, structurally supported covers over the plant’s influent channel and primary clarifiers. A durable coated fabric cover is tensioned over a series of low-profile aluminum arches. The covers are gas-tight but can be quickly disconnected and retracted for access to tank internals. Rainwater automatically drains off the covers.
Result
This solution met the plant’s requirements. Odors were controlled, budgets were met and the covers were installed with the primary clarifiers remaining in service. 506/449-0993; www.gticovers.com.
Problem
The 8.75 mgd wastewater treatment plant in Carrollton, Ga., was paying electricity and labor costs to operate eight continuously running conventional airlift pumps in the dual grit removal chambers. Each year plant operators had to bypass and drain the two chambers, removing up to 10 tons of built-up grit with buckets and shovels.
Solution
Officials looked at replacing the conventional airlift pumps with Pulse Pumps from Geyser Pump Tech LLC. to maximize utilization of an existing grit classifier and portable tote dump containers. Operators retrofitted the grit chambers with eight 4-inch GHP units. The suction force of the airlift increased, and bigger grit was removed. There were no changes in local control panels or in programming of the plant’s control system.
Result
The pumps now run for 20 minutes per day and use a 15 hp blower versus a 50 hp blower that had run continuously to drive the old airlift pumps. Grit from the basins is pumped and separated and full containers are hauled once every two weeks. The basins operate reliably, saving the city $33,000 in electricity and $8,600 in labor per year. 614/398-0960; www.geyserpulsepumps.com.
Problem
The Metaldyne aluminum die casting plant in Twinsburg, Ohio, produces aluminum valve body castings. A specially formulated die lubricant (oil and water emulsion) helps control the die temperature and facilitates the removal of castings during part ejection. However, oil from the die lubricant and glycol from the hydraulic fluid combined created a wastewater treatment challenge. The plant installed a membrane bioreactor (MBR) system to consume the glycol, but the membranes could not handle the oil and grease and became clogged within three weeks.
Solution
Koch Membrane Systems installed a KONSOLIDATOR 150 industrial wastewater system with FEG PLUS tubular ultrafiltration membranes to pretreat MBR feedwater. Because of its ability to handle extremely high suspended solids and allow for mechanical cleaning, the system fits oily wastewater applications. The system removes solids and concentrates the waste 25 times, equivalent to a 96 percent reduction in water content.
Result
Removal of the solids enabled the bioreactor process to work smoothly. Wide variations in MBR permeate COD levels ranging from 1,500 to 12,000 mg/L were reduced to 30 to 300 mg/L. Offsite disposal of bioreactor waste was reduced, saving $228,000 per year. 888/677-5624; www.kochmembrane.com.
Problem
Abbyland Foods Inc. in Abbotsford, Wis., sought to increase production without overloading the city wastewater treatment plant. The city asked for funds from Abbyland to upgrade the plant to accommodate the increased production. In 2008 alone, Abbyland spent more than $1.1 million treating wastewater through the city plant.
Solution
MSB Corporation proposed a membrane bioreactor-based return activated sludge system with direct discharge.
Result
The company saved more than $750,000 on wastewater treatment. The city avoided capital expansion, saving residents’ tax dollars. Effluent permit limits were met, including lower phosphorus limits. 920/759-1100; www.msbenvironmental.com.
Problem
Since starting biological phosphorus removal, the H.M. Weir Wastewater Treatment Plant City in Saskatoon, Saskatchewan, Can., was seeing an increase in phosphorus and other nutrients from the solids handling process recirculating within the plant, increasing nutrient loads and causing a buildup of struvite in the main treatment process and in the dewatering lagoons. In 2010, a 12 km pipeline carrying digested biosolids to the lagoons became so clogged that it brought the system to a standstill. A second pipeline was also blocked, creating enough pressure in the force main to cause an emergency closure. After a costly process to locate the blockages and flush the struvite out, the facility still could not operate normally.
Solution
The city implemented the Pearl Nutrient Recovery Process from Ostara Nutrient Recovery Technologies to solve the facility’s struvite problem and restore plant reliability. The process includes a Pearl 2000 reactor with annual production capacity of 730 tons of Crystal Green, a slow-release fertilizer created from the harvested nutrients.
Result
The process reduced struvite buildup and plant maintenance issues, lowering operation and maintenance costs, and improving efficiency and reliability due to smaller supernatant nutrient load being returned for treatment. The city shares in the revenue from the fertilizer sales to help offset the system’s capital costs. 604/408-6697; www.ostara.com.
Problem
The operators at the wastewater treatment facility in Wentzville, Mo., sought better digester performance in winter. For the aerobic digester, cold means low volatile solids destruction and frozen soils that preclude land application of biosolids. The city wanted better settling material, increased decant and more space to waste sludge.
Solution
The operators tested three chemical and biological products and chose BIO ENERGIZER from Probiotic Solutions for its ability to accelerate endogenous respiration by improving cell wall permeability, increasing biomass metabolism and reducing solids volume.
Result
The product provided up to 85 percent volatile destruction in 27 weeks and improved decants. It led to greater digester capacity, settleability and overall digester performance. 800/961-1220; www.probiotic.com.
Problem
For more than 15 years, Stafford County, Va., has operated a counter-current aeration system (Schreiber) with pre-anoxic reactor at the Little Falls Run and Aquia wastewater treatment facilities to comply with biological nutrient removal requirements (8 mg/L total nitrogen). In 2010, the county needed to upgrade both facilities to comply with stricter nutrient limits under the Chesapeake Bay Nutrient Reduction Strategy.
Solution
The upgrades included several features to improve performance while minimizing capital and operating costs. One major improvement at both facilities was an upgrade to the counter-current aeration unit with a continuously sequencing reactor (CSR) from Schreiber, equipped with advanced control for nitrification, denitrification and enhanced biological phosphorus removal. At Aquia, post anoxic reactor tanks were installed downstream of the CSR to meet a total nitrogen limit of 3 mg/L.
Result
The improvements enabled the county to achieve exceptional nutrient levels at each facility in 2012. Little Falls Run achieved effluent TN at 35 percent of its limit while operating at more than 50 percent of rated capacity. Aquia achieved effluent TN at 39 percent of its limit while operating at more than 60 percent of rated capacity. 205/655-7466; www.schreiberwater.com.
Problem
The City of Harlem, Mont., faced excessive lagoon sludge accumulation, hurting performance in its treatment system. The three-cell partially mixed aerated lagoon system, which discharges into the Milk River, was constructed in 1985.
Solution
Stahly Engineering & Associates and the city conducted a lagoon survey in 2009, sampling each cell in multiple locations using a core sampler and calculating solids volumes. WaterSolve bid the project, financed by a grant from the Renewable Resource Grant and Loan program of the Montana Department of Natural Resources. SRS Crisafulli provided the dredge, float line and operator/trainers.
Result
Montana Rural Water System’s Dan Kramer offered a training program: Sludge Removal for Small System Wastewater Operators Workshop, a continuing education credit for Montana certified operators. The sludge removal project, completed in July 2013, is the initial step in a comprehensive facility upgrade. 800/442-7867; www.crisafullipumps.com.
Problem
The City of Pea Ridge, Ark., has two aerated lagoons and four treatment cells. In 2012, the city exceeded its permit limits. The surface aerators provided insufficient oxygen and mixing to achieve adequate BOD and ammonia treatment. Due to the low oxygen transfer capacity of the surface aerators, the lagoons did not receive the necessary 4.6 pounds of oxygen per pound of ammonia to achieve the necessary nitrification. The surface aerators could not mix below the top 6 feet of water, leaving the bottom 2 feet oxygen deficient, causing anaerobic digestion that released ammonia to the water column aggravated the treatment problem.
Solution
The city replaced the surface aerators with a MARS Aeration System from Triplepoint Water Technologies consisting of 30 aeration diffusers with positive displacement blowers and dissolved oxygen controls. Using fine-bubble technology, each diffuser produces 5 to 7 pounds of oxygen per horsepower hour, a 70 percent increase in oxygen transfer efficiency. Because the diffusers sit on the bottom, and have a central coarse-bubble tube, the entire water column is thoroughly mixed. Installation was completed without taking the lagoons offline.
Result
Pea Ridge has met permits since startup and will save a projected 40 percent on operation and maintenance costs. 312/428-4634; www.triplepointwater.com.
Problem
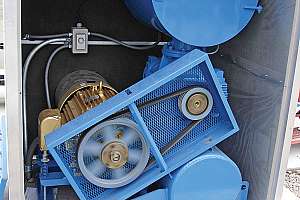
The City of Rodeo, Calif., required additional aeration. The city and consultant Herwitt Engineering considered high-speed, direct-drive, oilless turbo blowers and high-quality VFD-driven positive displacement blowers.
Solution
After a detailed study, the city chose positive displacement blowers from United Blower for high efficiency, low capital cost, low noise and compact footprint. The blower project received grant support from the local electric utility provided claimed efficiencies could be proven.
Result
The utility was satisfied and paid the grant money. The city and engineer are well satisfied. 770/479-3000; www.unitedblower.com.
Problem
Kline’s Services in Salunga, Pa., serves wastewater customers in south central Pennsylvania and northern Maryland. The customer base includes food processors, restaurants, wastewater treatment plants and others. The company sought an alternative method to process residuals from its food processing customers.
Solution
The company developed a three-phase food-to-fuel program to treat residuals. During the process, Veolia Water Solutions & Technologies evaluated the use of anaerobic digestion to treat residuals. Veolia designed a 1.23-million-gallon continuously stirred tank reactor able to handle 50,000 gpd, with a 22-day hydraulic retention time. Incoming wastes are deposited in four underground tanks in the processing building. Contents are metered into the digester next to the existing tank. Digestate is handled through an existing sequencing batch reactor.
Result
The facility is in its fourth year and saves $32,000 a year in heating oil costs. Once the methane digester is running at capacity, the company expects to reduce its $90,000 annual electricity bill and receive revenues from excess energy sold back to the grid. 312/552-2887; www.veoliawaterna.com.