Perfectionists. That’s the conclusion you draw after a conversation with the treatment crew at the 2 mgd Bridge Creek Water Treatment Plant in Homer, Alaska. Superintendent Todd Cook and his staff strive to improve constantly as they deliver drinking water to 1,500 customers in this community on the Kenai Peninsula, 200 miles southwest of Anchorage.
The plant includes the largest ultrafiltration membrane installation for drinking water in the state, but the Homer operators don’t let such advanced technology keep them from tweaking plant processes and adjusting chemistry. They’re on the alert against organics, iron and manganese, disinfection byproducts and more, and they have even made adjustments to the membranes and the control systems to give them better results. “We don’t get bored around here,” Cook says.
For many years, the Bridge Creek plant used pressure sand filters, but frequently had to deal with filter blinding. Filter backwashing required a high volume of water, reducing the amount of finished water for customers to only 40 to 60 percent.
The ZeeWeed ultrafiltration units (GE Water & Process Technologies) are the highlight of a major plant upgrade completed in 2009. Raw water comes from the 35-acre Bridge Creek Reservoir, a few hundred yards from the plant. Byron Jackson multi-stage turbine pumps (Flowserve Corp.) bring the water uphill to the plant, where it passes through strainers (S.P. Kinney Engineers) and then is mixed with recycled water decanted from the filter backwash water ponds.
Alum is injected in a rapid-mix tank to promote development of pin-floc in the flocculation basin, which is equipped with three impellers. “We don’t want a bigger floc, because that could blind the membranes,” explains Jerry Lawver, lead operator.
After the floc basin, the water is gravity-fed to the membranes. The membrane train consists of five cassettes, each with 48 modules. The cassettes can hold 64 modules, a feature that will make it easy to expand. Each module contains thousands of vertically strung membrane fibers, with millions of microscopic pores in each strand. Water is filtered by applying a slight vacuum to the end of each fiber, drawing the water through the pores and into the fibers themselves.
The filtered water is dosed with orthophosphate for corrosion control and adjusted for pH with caustic soda. Chlorine for disinfection is generated onsite in a Miox system, which creates sodium hypochlorite and hydrogen gas through electrolysis of salt.
While on-site generation is becoming more common due to the risks of transporting chlorine over the road, Homer uses the technique mainly because shipping chlorine to the plant would be difficult. “There are few roads, or no roads, up here,” Cook says. “Liquid chlorine would have to come by boat and would be classified as a hazardous material.”
The filtered, chlorinated water flows to a 1-million-gallon clearwell, then downhill to the city distribution system, which consists of just over 43 miles of pipe and 22 pressure-reducing stations. A small portion of the finished water is provided to private haulers who deliver it to customers in two neighboring communities.
Besides Lawver, Cook’s staff consists of Joe Young and Dave Welty, operators, and Paul McBride and Bob Kosiorek, maintenance technicians. They follow a standard membrane cleaning protocol. The filter modules are regularly back-pulsed with an air scour feature and backwashed by reversing the flow. In a maintenance clean, the membranes soak for 15 minutes in a solution of chlorine or citric acid. A full recovery clean involves soaking in a chlorine solution for six hours.
Filter backwash water passes to two backwash water ponds in series. As solids settle, clear water decants from the first pond to the second. From the second, water is returned to the plant inlet, where it is mixed with raw water. The water recovery rate is 92 percent, meaning that only 8 percent of the water being processed does not end up going to customers — that’s a huge improvement over the old setup.
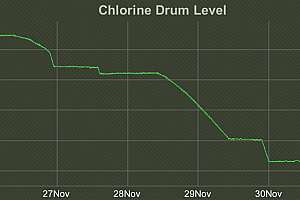
While the upgrade to membranes has resolved the issue of filter blinding and low water recovery rates, the Homer team continuously seeks to improve treatment operations and water quality. Iron and manganese can cause problems. Cook and his crew have found that the membranes remove most of the iron, but only about half of the manganese. “We used to get black water complaints, and the clear tubing on our chlorine meters would turn black,” Cook says.
By experimenting with increases in the orthophosphate and caustic soda injection rates, the Homer staff brought the manganese issue under control. “We upped the phosphate addition from 0.2 to 2 ppm and are now back to 1 ppm,” explains Cook.
The relatively low pH of the source water, driven even lower by the alum dosing, can also contribute to lead and copper issues and disinfection byproducts (DPBs), so the Homer staff works carefully to increase pH and maintain it at 7.5 to 8.0. The operators have taken several other measures to minimize DPBs. “We have only 1,500 connections, and over 43 miles of water distribution lines,” Cook say. “That’s a lot of standing water in the system.”
The utility recently added variable-frequency drives on its pumps and motors as a way to keep water moving throughout the system. Before, the pumps ran on a fill-and-draw basis; in winter it took six to eight hours to fill the storage tank, and then the system would shut down for 16 to 18 hours. “With the VFDs, the pumps are running at a slower pace and the water keeps moving in the system,” says Cook. “We’ve seen some reduction in DBPs, and our power consumption is more efficient.”
The staff also pays close attention to organics. Influent TOCs come in at about 4 parts per million and leave the membrane system at 2 ppm or less. The operators rely on UV transmittance testing to track TOCs in the raw and finished water, enabling them to better adjust the plant’s alum addition rates.
“We use hand-held UVT meters from Real Tech so we don’t have to send samples out for analysis,” says Cook. “There’s a direct correlation between TOCs and UV transmittance. The higher the UV transmittance through the water, the better organic kill we’re getting. So if our UV transmittance is in a certain range, we know our TOCs are in a certain range, and can adjust our alum dosage rates accordingly. We don’t want to overfeed or underfeed alum.”
On the other hand, turbidity is not an issue. “Our source water is very low in turbidity,” says Cook. “The turbidity in our finished water is 0.02 NTU, rock solid. The filters pretty much do what the manufacturer says they’ll do. They’re awesome from that standpoint.”
That wasn’t always the case in the old days; Lawver remembers the staff used to “backwash and hope the turbidity would come down, then backwash and hope the turbidity would come down.” When summertime temperatures reach into the 60s and 70s, the reservoir can experience algae and diatoms. “You can see them in the vial, and they used to blind off the old sand pressure filters. Slime would build up. But they don’t blind off the membranes.”
Nearly five years into the $11 million upgrade, Cook and his staff are pleased with the results but nowhere near ready to slack off on fine-tuning. “Our membranes have been pretty bullet proof so far,” Lawver says. “They’re making good water.”
The biggest issue has been with programming, Cook says. One of the original issues was with the chemical pumps used for membrane cleaning. “We were locked out from adjusting the length of time that they would run,” says Lawver. “Run times were too short, especially with the sodium bisulfite — the chemical used for neutralizing chlorine.”
After a chemical clean, he says, the rinse water would have a chlorine residual as high as 2.0 mg/L. The rinse water is discharged to the backwash ponds, which concentrate the organics removed by the filters.
“The combination of high organics and chlorine created DBPs in the pond,” Cook says. “Tests of the decant water proved DBPs were being formed on site. The operators contacted GE/Zenon to have their programmers remove the locks so the operators could adjust the chemical pumps as needed. It’s under control now. All the chlorine is neutralized before it is sent to the decant pond, and we have seen the DBPs drop off.”
Cook concludes that with advanced technology and a new SCADA system sometimes the engineers and programmers haven’t seen eye-to-eye. “It took awhile in some cases, but the operators got things worked out,” he says.
That’s typical — Alaskans are known for self-reliance and are not ashamed to brag about it.
At the bottom of Cook’s email signature, he quotes “Star Wars” Jedi master Yoda: “Try not. Do, or do not. There is no try.” At Homer, they “do.”