



When the City of Manassas Public Works and Utilities Department received the 2011 Excellence in Water Treatment Plant Performance silver award, operators at the city's water treatment plant were pleased to be recognized.
Presented by the Virginia Department of Health Office of Drinking Water, the award capped a four-year plant improvement process that included a major upgrade in 2010. The $6.2 million upgrade included switching from chlorine to chloramine disinfection, upgrading filters, installing automated sediment basin cleaning, and adding a new SCADA graphical user interface.
Notified by the health department in October 2007 that it had exceeded the allowable levels of trihalomethanes (THMs), the city accelerated its plan to improve the 37-year-old plant. The investment paid off handsomely and greatly improved operations, allowing better monitoring and process automation, subsequently correcting disinfection byproduct (DBP) issues.
Built as a conventional plant in 1970, the 14 mgd Manassas Water Treatment Plant serves 10,600 customers. The water system also includes 155 miles of pipe, four water storage facilities and one booster station. Source water is 790-acre Lake Manassas.
Water-quality issues for the plant included DBPs, manganese, and taste and odor. Other challenges included antiquated equipment that either had exceeded or was reaching its life expectancy; some of the equipment was not serviceable.
Upgrades to the plant in 1986 (from 4 to 8 mgd) and 1998 (to 14 mgd), helped the plant keep up with a growing population. The 1986 upgrade added chemical feed points, new filter media and enhanced pumping capacity. The 1998 upgrade added a second treatment train, consisting of a 6 mgd SuperPulsator system (Infilco Degremont), for additional capacity.
In 2006, the city began planning major upgrades that would solve the plant's problems and meet current and future regulatory requirements. The city hired consulting engineering company Gannett Fleming for the design, and, in 2009, awarded the construction contract to American Contracting and Environmental Services (ACE).
Relocating the fluoride chemical feed station.Switching from chlorine to chloramination, providing a longer-lasting disinfection residual.New chemical feed and metering vault to allow additional effluent feed and monitoring points.New high-service pumps to improve finished water capacity and provide redundancy.Replacing 24 hydraulic valves with electrically operated valves.Installing variable-frequency drives (Schneider Electric) for the flocculator basins.Replacing filter media with anthracite, sand and gravel, and automating the filter backwash process.Renovating and reconfiguring four sedimentation basins to operate in conjunction with the sludge-vacuum system. Reconfiguring the clearwell piping to provide feed points for adding chemical to the combined filter effluent vault.
"During design, our consultant asked for input from operators and maintenance staff about operational challenges, meeting regulatory requirements, and plant-specific constraints," says plant manager Jim Kelly. "For example, the addition of conduits, feed lines and chemical storage allowed the process to chloraminate in the wet well."
Mike Moon, director of Public Works and Utilities, adds, "We didn't have automated cleaning of the sedimentation basins before, so we had to take the tanks offline and manually clean them."
The WorldView graphical user interface (Survalent Technology) for the SCADA system was a welcome addition. It helps prevent operator error and gives operators much better information to help with daily operations. "They can perform chemical calculations and also verify coagulant performance in the flocculation basins," says Kelly. "The lack of automated filter control was creating a productivity challenge, but now we are able to adjust the filters to improve the output."
He notes that the sludge vacuum system (Meurer Research, Inc.) and filter media have "played a vital role in removing manganese and improving plant performance. The new powder-activated carbon silo (BCSI, LLC) will help prevent future taste and odor issues, and would be critical in a biological contaminant event."
New chemical feed points were added at various plant locations, allowing more flexibility for operators in making pH and chlorination adjustments and controlling taste and odor issues. Optimizing pH adjustment also helped to improve manganese removal.
Gannett Fleming and ACE worked with plant personnel to make sure the water treatment staff was properly trained on new equipment and processes. "The operators came up to speed fairly quickly on the new equipment," recalls Kelly. "Plant operators and maintenance staff worked closely with the city's communication department to implement the WorldView graphical user interface."
Operation of the new carbon silo proved challenging. "It was difficult to coordinate the graphical user interface and the two flash mixing chambers," recalls Kelly.
The 2011 Excellence in Water Treatment Plant Performance Award shows how far the plant has come in four years. The state's Drinking Water Recognition Program honors water systems that show excellence in performance and operations and in treating and distributing drinking water. Treatment plants are eligible if they meet stringent state-established filtration and clarification performance criteria.
"The plant upgrade helped us win the award, but it was also the operators' commitment to the plant's performance and their valuable input during the construction process," says Moon. "It takes the whole package to make this work."
Kelly observes, "I have a good group of people with a lot of experience. One employee has 41 years in the business, and I have young people coming up through the ranks with a lot of knowledge." Kelly has 23 years' experience in the business (18 at Manassas), and a Virginia Class I water operator license. His team includes:
Shift supervisors Larry King, 41 years; Terry Fearnley, 39 years; Steve Siler, 39 years; Scott Berghuis, 22 years; Mark Kaiser, 5 years; and Christopher Lutz, 4 years with 33 years' total water experience (all have Class I water operator licenses)Operator II Mason Huston, Class II, 2 yearsOperator IV Sorel Stoutenburg, Class IV, 1 yearOperator trainee James MaugerMaintenance supervisor Sid Budd, Class I, 29 yearsUtility maintenance workers Dennis Heflin, Class V, 5 years; and Kevin Jones, 4 yearsCompliance officer Sarah Taylor, Class I, 4 yearsLab technician Samantha Sifre, 2 years
Nine operators (including shift supervisors) work four days on, three days off, and at least two operators must be on duty at all times. They perform a variety of tasks to ensure optimal water distribution system performance. That includes monitoring tank levels, pump operation and system pressures.
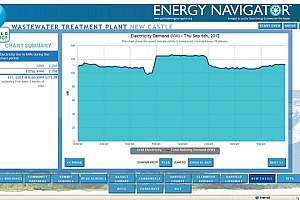
The SCADA system helps operators monitor water quality processes, chemical supplies and distribution system performance. Lab tests include turbidity, disinfection residuals, iron, manganese, pH and hardness. Operations and maintenance staff members perform routine tasks such as painting, cleaning and minor repairs.
"Everyone's job assignment is changed on a weekly basis to facilitate cross-training that improves the operators' skill set," says Kelly.
Moon notes that while much of the work is routine, there are times when it is anything but. "One time, the bladder that controls the lake dam got stuck at two o'clock in the morning," he says. "We had just had five inches of rain, and the level in the lake was high. Steve Siler observed on the SCADA system that the bladder wasn't performing as it should." His vigilance enabled a timely repair.
The staff has also gone above and beyond to complete jobs. "We had an incident where the valve on one of our four pumps broke," recalls Kelly. "Three of the four pumps run continuously. Even though we have built-in redundancy, we are always uneasy that the redundant pump could go down."
Operations and maintenance staff members including King, Budd, Heflin and Jones, began repairing the pump valve at 8 a.m. and worked continuously for 12 hours until it was operational. "In circumstances like this, it's a good feeling to know you have employees who are this dedicated," says Kelly.
The plant is planning more improvements — adding a recycle/Bulk Conveyor Specialist, Incdecant system, a lake water quality monitoring system and a new clearwell for redundancy, and re-rating filter runs for additional capacity. "We're continuing to investigate ways to improve plant operations to meet and exceed current and future regulations," says Kelly.
Another goal is to certify an operations staff member for algaecide application. "We used to be able to apply an algaecide directly to the lake, but last year, the EPA ruled that the chemical we use is considered a pesticide," says Kelly. "So, the person who applies this chemical must have aquatic test certification." The plant has brought in a certified operator to apply the algaecide. "It's a significant cost for us," says Kelly, "so we plan to train one of our own people so we have a certified person on staff."