The U.S. EPA report, Evaluation of Energy Conservation Measures for Wastewater Treatment Facilities, provides performance and cost/benefit information to encourage energy conservation measures (ECMs) at publicly owned treatment works. The report focuses on identifying and emerging ECMs, building on an extensive literature review of the effectiveness and costs of ECMs for municipal wastewater treatment.
One ECM featured in the report is the large-bubble mixing system, as opposed to coarse (smaller) bubbles. The large-bubble system uses compressed gas (air, nitrogen, methane) to intermittently and sequentially fire programmed short bursts of softball-sized bubbles from engineered, floor-mounted nozzles (Figure 1).
This energy-efficient mixing system can be installed in numerous wastewater treatment facility mixing applications, including biological process basins (anaerobic, anoxic, or aerobic), digesters (anaerobic or aerobic), sludge holding tanks, channels, pump stations, equalization tanks, and bulk chemical storage tanks.
Electric power requirements are very low, consisting only of the power needed to run the compressed air (or gas) source and the electronic valve control panels. Programmable logic controllers (PLCs) in the control units enable operators to control the firing parameters (such as pressure, sequence, duration, and interval) to optimize mixing based on the specific need. The exact mixing energy necessary at the time can then be used, instead of the excessive, constant amount required by mechanical mixers.
A full-scale demonstration project was performed from April 2009 through February 2010 at the 60 mgd F. Wayne Hill Water Resources Center in Gwinnett County, Ga., where the large-bubble system remains in operation.
Results from A Comparative Analysis (May 2010), authored by Clifford W. Randall, Ph.D., Virginia Tech professor emeritus, and William O. Randall, P.E., identified that the large-bubble system provided comparable mixing to a submersible mechanical mixer, while requiring significantly less power and maintenance.
Virtually all power consumption was limited to one operating compressor, used to mix multiple process tanks, instead of a mechanical mixer in each process tank. The large-bubble system’s rigid piping and stainless steel nozzles minimized in-tank maintenance requirements.
The plant has 10 parallel trains of modified Bardenpho biological treatment process tanks, each consisting of anaerobic, anoxic, and oxic cells with recycles for biological nutrient removal. For the demonstration, the large-bubble system was installed in multiple cells in Train 10. Within the anaerobic selector Cell A1 (41.5 by 55 by 24 feet), the system was compared directly against the previously installed 15 hp submersible mechanical mixer with controls.
The large-bubble system consisted of an Ingersoll Rand 15 hp variable-speed rotary screw compressor, 30 floor-mounted nozzles, piping, and controls. Extensive TSS mixing analysis results were comparable, but the large-bubble system used 46 percent less power.
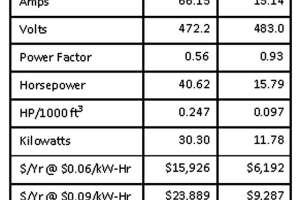
Power readings were also observed when mixing three process cells in Train 10. Each tank had similar large-bubble equipment configurations but used the same 15 hp compressor. Consequently, the system showed even greater power reduction (more than 60 percent) when compared to three submersible mixers (Table 1).
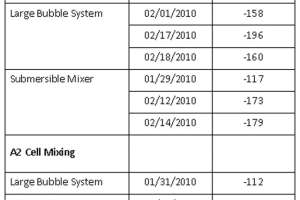
Continued analysis at the plant by Randall and Randall provided a comparison of oxidation reduction potential (ORP) in anaerobic selector Cells A1 and A2 of Train 10 between the large-bubble system and the mechanical mixers. Cell A1 receives primary clarified wastewater, which continues to Cell A2, receiving return activated sludge (RAS) at the adjoining wall.
Nitrates in the RAS provide for slightly higher ORP values in Cell A2. However, the results for both Cells A1 and A2 identified highly negative ORP, indicating anaerobic conditions for both mixing technologies (Table 2).
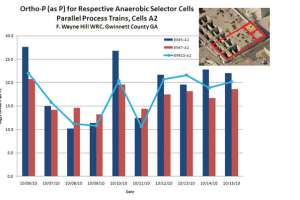
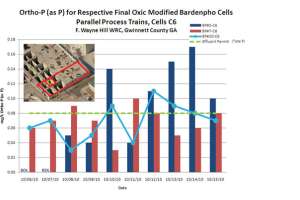
As part of a facility-wide phosphorus study in October 2010, plant personnel collected orthophosphate (as P) data (Figures 2 and 3). Trains 5 and 7 used mechanical mixing (data represented by vertical bars), while Train 10 used the large-bubble system (data represented by a line). Cell A2 is the second of two anaerobic selector cells, and Cell C6 represents the end of the oxic treatment process.
The variance in the orthophosphate (PO4-P) data between trains for the respective process tanks was insignificant. Therefore, the orthophosphate release rate was similar using either mixing technology, and so was the luxury uptake rate within the oxic section toward the end of the biological treatment process.
This direct-parameter data verified the indirect-parameter ORP data examined by Randall and Randall. Thus, the compressed-air, large-bubble mixing system was further validated for use in anaerobic biological wastewater treatment processes.
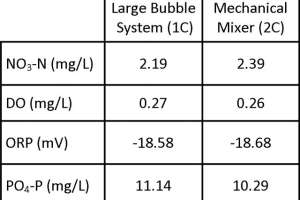
Renewable Water Resources (ReWa), of Greenville, S.C., compared the large-bubble system against existing mechanical mixers at its 70 mgd Mauldin Road Wastewater Treatment Plant from May through July 2011. The large-bubble system, using an oversized 5 hp rotary screw compressor, was installed in Train BR2-1, anoxic Cell 1C (30.8 by 39.9 by 14.6 feet), of the facility’s modified A2/O process.
The large-bubble system was compared directly against parallel Train BR2-2, anoxic Cell 2C, which uses a 15 hp submersible mechanical mixer. The energy usage of the large-bubble system was estimated to be less than 30 percent that of the mechanical mixer.
During the testing period, operations personnel collected 27 samples and analyzed them for nitrate (NO3-N), dissolved oxygen (DO), ORP, and PO4-P. ReWa personnel determined that the variance in the data between trains for anoxic Cells C was insignificant. Table 3 presents the average values of the analysis for each mixing technology.
Thus, operation of the large-bubble system provided energy-efficient anoxic reactor mixing with effective denitrification. ReWa personnel also project reduced maintenance costs, as the large-bubble system has no submerged mechanical or electrical components.
Large-bubble mixing systems provided significant power and maintenance savings when compared to submersible mechanical mixer installations in these tests. When installed in multiple process basins, a single large-bubble compressed air (or gas) source can be used to mix several basins. Randall and Randall state, “With large-bubble mixing systems added to a treatment process, these advantages become more compelling, as each tank mixing system further increases the overall efficiency of the plant.”
Stuart Humphries is director of sales for EnviroMix LLC, a provider of mixing and process control technologies for the municipal and industrial wastewater markets. He can be reached at shumphries@enviro-mix.com.