








The Mount Carmel (Pa.) Municipal Authority Wastewater Treatment Plant serves Mount Carmel Borough, parts of Mount Carmel Township, and Cunningham Township in Columbia County. The plant was built in 1975 and consisted of a secondary contact stabilization designed for 1.5 mgd average daily flow and organic capacity of 2,500 pounds per day.
Based on state Department of Environmental Protection requirements, the authority prepared a Special Study Act 537 Plan MCMA in cooperation with Mount Carmel Borough and Mount Carmel Township to address the ongoing issues and future planning, including:
• Hydraulic overloads
• Correction of the poor conditions
• Compliance with U.S. EPA and DEP CSO policies
• NPDES permit requirements
• Compliance with the Chesapeake Bay Strategy for nutrient removal
• Future growth in the service areas and surrounding community
The Act 537 Plan proposed upgrades at the treatment plant with a new 2.25 mgd average flow (12.5 mgd peak) with an Intermittent Cycle Extended Aeration System (ICEAS) Sequencing Batch Reactor (SBR) tertiary treatment system, replacing the existing contact stabilization process.
Brinjac Engineering, retained municipal engineer for the MCMA, provided engineering and operational startup services for the upgrades.
The new system was proposed for a revised organic loading capacity of 4,691 pounds of BOD per day. The treatment technology was specifically chosen to account for high peak-flow to average-flow ratios that were expected because of the conveyance of stormwater from CSOs to the treatment plant. It was also chosen to ensure compliance with the new Chesapeake Bay Tributary Strategy Nutrient Reduction Plan.
The secondary contact stabilization process involved manual screening, grit removal, contact stabilization activated sludge treatment, final settling and chlorine disinfection. The old concrete tanks above ground were deteriorating.
The new system involved coarse and fine screening, a raw sewage pump station, a grit removal system, the ICEAS SBR system (ITT Water & Wastewater – Sanitaire ICEAS advanced technology), UV disinfection, aerobic digestion to produce Class B biosolids, and the existing outfall to Shamokin Creek.
The SBR tanks waste activated sludge treatment involved a Pre-thickened Aerobic Digestion with Gravity Thickening (PAD-G) system consisting of a thickener and series of aerobic digesters to produce Class B biosolids and nitrify/denitrify sludge.
For the new treatment plant, the existing belt filter press system was proposed to be used, but with conveyor system upgrades and a new canopy for the dump containers. ABJ/Sanitaire Equipment and Technologies provided the ICEAS SBR system, influent pumps by Gorman-Rupp Co., PAD-G process by Enviroquip (Ovivo), grit system and influent fine screen by Lakeside Equipment, and UV system by Trojan Technologies.
A typical ICEAS process consists of three time-based phases that include aeration, settling and decant, like a typical SBR system. However, with the technology used at MCMA, the influent is received continuously during all phases of the cycle. This allows the ICEAS process to be controlled on a time rather than flow basis and ensures equal loading and flow to all basins.
The ICEAS basin consists of two zones: the pre-react zone, which receives and baffles the influent flow, and the main react/settle/decant zone. The pre-react wall baffles the incoming flow to prevent short-circuiting and also provides pretreatment of the wastewater.
With continuous inflow, a high concentration of soluble BOD (and hence a high F:M ratio) is available to the microorganisms in the pre-react zone, encouraging biosorption, and thus acting as a biological selector for proliferation of desirable organisms.
The main react zone has anoxic mixers, aeration diffusers and a decant device to provide carbonaceous removal of BOD/COD, nitrification/denitrification using aerobic/anoxic nitrogen removal phases, and phosphorus removal with biological uptake/chemical precipitation.
With upgrades planned within the existing treatment plant premises, the construction process involved simultaneous decommissioning of the existing equipment and demolition of the existing process tanks and buildings. It also involved construction of new process tanks and control buildings and installation of new equipment.
In addition to site constraints and the need for a proper process transition, one of the major challenges was to achieve proper wastewater treatment to keep the plant in compliance with its NPDES permit throughout construction and commissioning.
construction/startup
The construction process and the transition to the new treatment system involved a number of challenges. These included:
Restricted site conditions. Demolition and construction had to proceed simultaneously. The digestion tanks had to be demolished to construct and start up the new treatment plant. This meant operating the old plant using less than the required unit processes during construction. The plant operators used old thickener tanks for sludge thickening, but with no aeration or digestion. The resulting thickened sludge is suitable for landfill without further treatment. The city staff ran the sludge to the press and then to the landfill during the transition period.
Clarifier/UV coordination. The old system used clarifiers and a chlorine contact tank at the downstream end of the process train. Since the old chlorine contact tank had to be demolished during construction of the new treatment process (control building, influent pump station and screening), effluent from old clarifiers had to be conveyed to the new UV system, at higher elevation than the clarifiers. This meant the clarifiers had to be in flooded conditions for the operation of the old plant during construction. Wooden baffles were placed in the flooded clarifiers and were used for about six months without any TSS permit violations.
Biological seed for new SBR system. Since the old digesters had to be demolished during construction, the new SBRs did not have a large volume of seed material for startup. Solids from old contact stabilization and re-aeration tanks provided enough mixed liquor suspended solids for one SBR to start up to permit compliance in 24 hours during the transition from the old process to the new. For the second SBR unit, the city obtained seed sludge from a nearby treatment plant also using an SBR system. There was no charge, as the contractor was hauling dewatered sludge from the old plant to the landfill and simply backhauled the seed sludge from the other plant, which was on the route.
Operator training. The operators had to be trained on the new tertiary treatment equipment, such as the large influent pump station, mechanical screening unit, SBR system, UV unit and aerobic digestion system.
Brinjac assisted the MCMA with design, construction and startup, and the project was completed in 2010. The new ICEAS SBR wastewater treatment system has been in operation since August 2010.
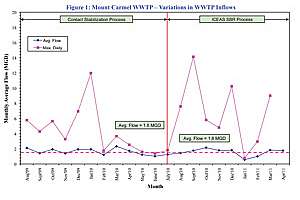
Since the transition period from the existing system to new treatment plant was challenging, the engineers monitored and analyzed the operational data before and during construction and commissioning. The plant Discharge Monitoring Reports (DMRs) were reviewed for analysis. Figures 1-4 show the observed plant inflows (average and peak daily), effluent BOD and effluent TSS from August 2009 to March 2011.
The one-year contact stabilization process performance data was depicted by DMRs from August 2009 to August 2010, whereas the performance of the newly commissioned ICEAS SBR system is depicted by DMR data from September 2010 to March 2011. Since plant operations were kept in permit compliance during upgrades and transition phases, no construction period affected the treatment processes.
Startup and transition to the new ICEAS SBR system was carried out in 24 hours with no interruption of flow and with immediate effluent permit compliance. Since one reason for selection of the ICEAS SBR technology for the new treatment system was to handle higher daily peak flows due to the diversion of flows from CSOs to the wastewater treatment system, peak daily flows were monitored along with the average daily flows.
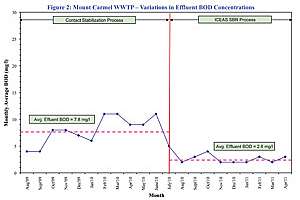
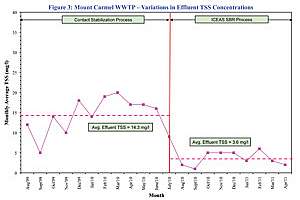
The NPDES permit for the treatment plant requires effluent quality of 25 mg/l BOD (average monthly), 30 mg/l TSS (average monthly), and 200/100 ml fecal coliform count as geometric mean May to September and 1000/100 ml as geometric mean October to April. As apparent from Figure 1, the frequency and magnitude of daily peaks after upgrades was higher due to the elimination of CSOs in the collection system and diversion of those flows to the treatment plant, indicating higher inflow fluctuations to the treatment system.
However, the BOD and TSS removal data in Figures 2 and 3 indicated a more consistent effluent quality and improvements in BOD and TSS removal compared to the original contact stabilization system.
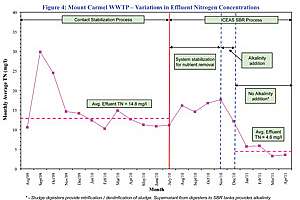
In addition, DMR data for other effluent parameters including fecal coliform, total nitrogen, total phosphorus, and percent UV transmission indicated that the treatment plant remained in compliance with the NPDES permit after upgrades. Overall, treatment operations during the transition from contact stabilization to ICEAS system were successfully maintained without violating any permit limits, overcoming the challenges during startup operations.
In addition, the new 2.25 mgd ICEAS treatment system provided the desired operational flexibility in terms of peak flows, effluent quality and nutrient capability at the Mount Carmel Wastewater Treatment Plant.
Stephen N. Zeller is a project manager with Brinjac Engineering in Harrisburg, Pa.; Tom Gallagher is chief operator of the Mount Carmel (Pa.) Wastewater Treatment Plant; and Archis Ambulkar is an environmental engineer with Brinjac Engineering. Zeller can be reached at szeller@brinjac.com.


















