
WWTPs that treat wastewaster using an MBR, or membrane bioreactor, process often use centrifugal pumps. But this solution is flawed for a number of reasons. Instead, those who have installed rotary lobe pumps find they are much more compatible with the MBR permeate process.
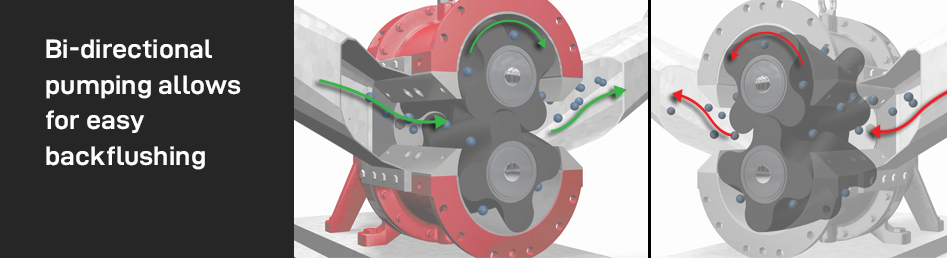
When bidirectional pump technology shines
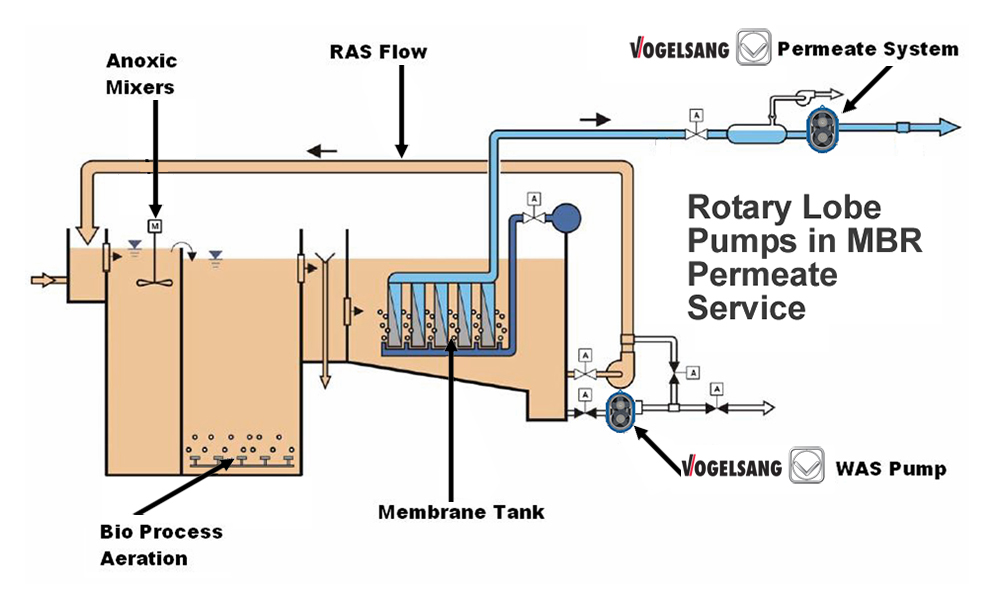
MBR is a technology that combines microfiltration with a biological waste treatment process, like the activated sludge process. As solids are separated out and sent to the sludge process, the liquid is sent through a series of microfiltration or ultrafiltration cartridges. These cartridges are comprised of a number of tubes. The liquid is forced from the outside of the tubes into the middle of the tubes. As the permeate enters the tubes, impurities are left on the outside of the tubes. Over time, the efficiency of the cartridges declines due to solids buildup. At that point, the cartridges are backflushed. Permeate is forced back through the tubes, knocking the solids off the cartridges. Solids are collected and sent to the sludge processing system.
The first consideration in using centrifugal pumps for MBR is caused by this need to backflush. Centrifugal pumps have a low acquisition cost, but because they cannot run backwards, the operator must buy a system of secondary pumps to perform the backwash. Each system requires an extensive system of shutoff, check and control valves, as well as extra piping connecting everything. Not only does this double the expense, it also doubles the amount of pump maintenance, as well as repair the WWTP must do to keep the system running.
On the other hand, rotary lobe pumps, with their bidirectional capability, remove all the requirements for extra valves, controls and system piping. All functions, including redundancy, can be accomplished with as few as two pumps. Vogelsang pump users have been able to achieve better efficiency and perform less maintenance than they did with centrifugal and even other rotary lobe pump designs.
Maintenance concerns
Routine maintenance on centrifugal pumps has been a long-standing source of pain. Vogelsang rotary lobe pumps alleviate the maintenance headache because they can be maintained inline without disconnecting pipes. The entire wet-end of a Vogelsang pump can be accessed by removing four bolts — lobes, wear plates and mechanical seals are easily accessible without moving the pump.
Size matters
The small footprint of rotary lobe pumps requires less floor space than a centrifugal pump. For new installations, this can lower construction costs required for excavation or additional concrete. A more reliable pump that is easier to maintain and doesn’t require a secondary backwash system makes Vogelsang rotary lobe pumps the ideal solution for plants with an MBR operations.

Not any rotary lobe pump will do
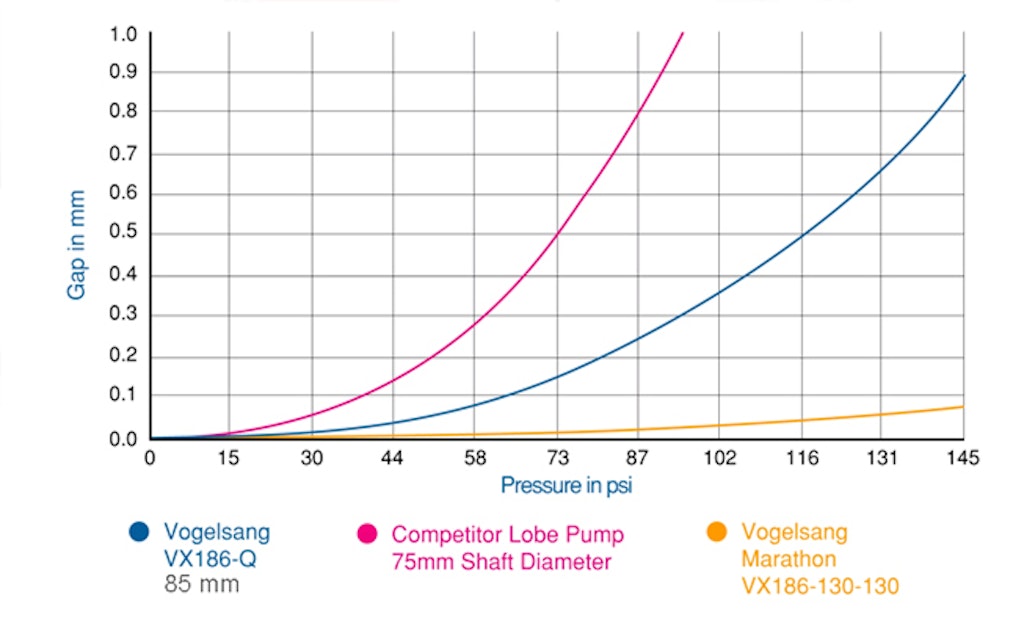
From a functional standpoint, the lower shaft deflection in Vogelsang’s rotary lobe pump means a longer lasting product. The Vogelsang shafts have a larger diameter, which provides a more stable platform for the rotating element. This, combined with a unique four- to six-wing HiFlo lobe design, makes Vogelsang pumps virtually pulsation-free compared to ordinary lobe pumps with a two- to three-wing lobe design. All of this results in a longer component life.
Seal technology: What to look for
A unique seal design gives Vogelsang another advantage over other rotary lobe pumps. Other pumps use a component-type mechanical seal that is very difficult to properly set in the field. This can lead to premature seal failure. Additionally, when their seals fail, pumpage tends to discharge onto the area around the pump, requiring extra cleanup. Vogelsang avoids these problems with its unique block ring cartridge mechanical seal and pressurized oil bottle system.
The hard block ring surface of Vogelsang’s seal is wear resistant, especially against fibrous matter; the block ring prevents fibrous material from wrapping around the seal faces. It also functions as a heat sink greatly reducing heat buildup on the seal faces.
Built-in service warning
With Vogelsang pumps, the pressurized oil bottle atop the pump gives operators a heads-up on potential maintenance issues. If the oil in the bottle remains clear, the gearbox and buffer chamber are clear of any foreign liquids. Should the oil become discolored, the pump can be serviced before a failure occurs. Adding pressure to the buffer chamber extends the life of the mechanical seals by offsetting the pressure in the wet-end. Ultimately, Vogelsang pump users have advanced warning before a seal failure without disassembly of the pump.
Visit the Vogelsang Storefront




