Interested in Headworks?
Get Headworks articles, news and videos right in your inbox! Sign up now.
Headworks + Get AlertsMany significant contributions advancing the science of centralized municipal wastewater treatment began in North America at the transition into the 20th century. In light of the 243-year existence of the United States, what is striking about the historical view of centralized municipal wastewater treatment is how comparatively fast the technology has transformed through new understandings of what is going on in the process and the rapidness of which the process adapts to changing priorities.
Evolution of technology
The article “Is My Grit Really Being Removed? - Measuring the Elusive Grit Particle” shows how understanding the makeup of the grit in a treatment flow provides a clear view of what processes will work for fine grit removal. With the transition to wastewater resource recovery facilities using intricate processes that involve more complex forms of treatment, an awareness began to emerge that traditional grit capture designs were not keeping up with the primary function of grit capture.
Circumstances in the field have shown that a finer grit bypasses the grit removal process and continues on into the process. In the past, grit removal from channels and basins was a common maintenance activity that was inconvenient but was generally tolerated. What changed were the new downstream treatment processes being employed such as pumps, digesters, MBRs, etc., that were vulnerable to this finer grit particle and were very costly to maintain and repair.
The industry’s closer examination provided some new revelations about grit. The particle does not behave like a well-mannered clean grain of sand. In particular a larger particle can behave like a smaller grain of sand due to grease coating the particle, resulting in a buoyancy that slows the grit settling rate. As a result, through new forms of sampling and testing it is possible to develop a more accurate rate of settling for this real-world grit particle that will aid in designing technology to remove it.
Putting the puzzle together
Early entrants in the industry worked to provide new settling chambers that could accommodate this new understanding of the altered grit particle. It was shown that it was possible to target and capture this finer sized grease-coated grit particle. The focus was on designing the grit settling chambers to provide the environment in which the targeted finer grit particles could be allowed to predictably settle out. These designs used existing and well-known techniques of hydraulic behavior and fluid/particle dynamics that were adjusted to predictably accomplish this new treatment objective.
Similar to the historic evolution of the industry, real world conditions and restrictions have created a need to further refine the grit system design to keep pace with the 21st century WRRF. In particular, space in the treatment process is a premium. Energy is to be either reduced or generated. Material to be captured needs to be repurposed into a circular economy.
Looking back to move forward
One of the key principles of the wastewater treatment process is the practice of separating and classifying solid and liquid components for further treatment. With the new revelation of removal efficiencies of the grit particle being negatively influenced by grease coating, it would stand to reason to examine ways of employing means of separating the grease from the particle in order to improve settling rates of the grit within the grit chamber design. Extracting grease from the grit mix works towards improved grit settling rates. Improving settling rates contributes to reducing the footprint of the grit system.
Some of the earliest grit chambers employed the use of aerated grit chambers to provide an environment to slow the hydraulics in the system to aid in heavier particle settling while at the same time provide a method of separating out the lighter organics mixed in with grit. This same technique has the ability to begin dislodging the fats, oils and grease contained within the grit mixture. Dissolved air flotation technology has effectively demonstrated consistent separation and removal of FOG. The agitation of the mixing creates a cleaning action of the grit particle that can improve the settling rate of the grit particle.
Another example is the use of lamina plates in the form of an inclined plate settler to reduce the footprint and hydraulic elevation of the grit chamber. The use of lamina in clarifiers as well as tube settlers is well established. The primary purpose is to provide a large settler area through the use of inclined plates. The use of an inclined plate settler is able to accommodate the settling rate of the finer grit particle by reducing the vertical distance it travels. The net effect is the increased available settling area as compared to a grit chamber without lamina. The increased surface area and the compressed settling height work together to provide a reduced footprint and lowered hydraulic profile.
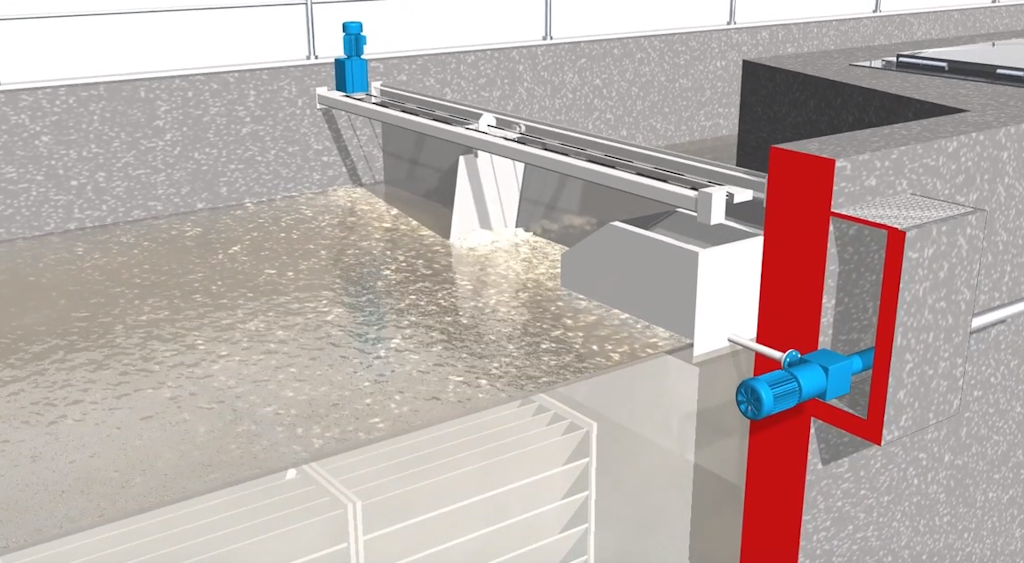
With the initial introduction of the rectangular grit settler, the means for removal of the grit was a challenge. The use of a chain and flight that dragged a scraper along the bottom of the basin worked as an initial solution. This design proved to be labor intensive to maintain. By going to a sloped bottom in the chamber, it enabled the use of a slow turning auger operating intermittently as an effective advancement.
Next-generation technology
By combining the aerated grit chamber, inclined plate settler and simplified grit removal it is possible to move into the next generation of high-performance grit capture technology.
- Reduced footprint allows for cost-effective placement and construction.
- A lower operational hydraulic profile provides a lower energy demand as well as installation cost savings by minimizing depth.
- The classified and separated material can effectively be repurposed: FOG can be directed to codigestion. Clean, dry grit minimizes disposal volume, provides capping material and lowers tipping fees.
Synergistic design
Each section of technology employed in the design and operation of a treatment plant has a very specific mission to extract usable resources, lower expense of operation, and protect technology downstream. It is important to the success of a well-designed grit removal system to be located downstream of a robust fine screen technology at the head of the system. Reliability and performance can be maximized if the grit capture technology is designed as an inter-dynamic solution that is combined with a state-of-the-art screen technology as one holistic headworks assembly.
This approach is right in step with the direction of the 21st century design and operation of the wastewater resource recovery facility. High-performance grit removal technology that is efficient in design, installation, operation and cost contributes to overall effectiveness and success of the facility.
It is interesting to note that many of these solutions are coming from existing technologies that are reoriented or reconfigured to accomplish new treatment missions. While there are many new processes being introduced, sometimes by re-examining previous practices and challenging old paradigms it is possible to discover the solution is right in front of us.
Visit the HUBER Technology, Inc. Storefront




