
Order Digital Reprints
Want a PDF of this article as it appeared in print?
Order Here!
Filed Under
Sign Me Up!
Join your colleagues who already get great content delivered right to their inbox.
Sign up Digital!
If you don't want to bring your iPad into the bathroom, we can send you a magazine subscription for free!
Subscribe to Print!

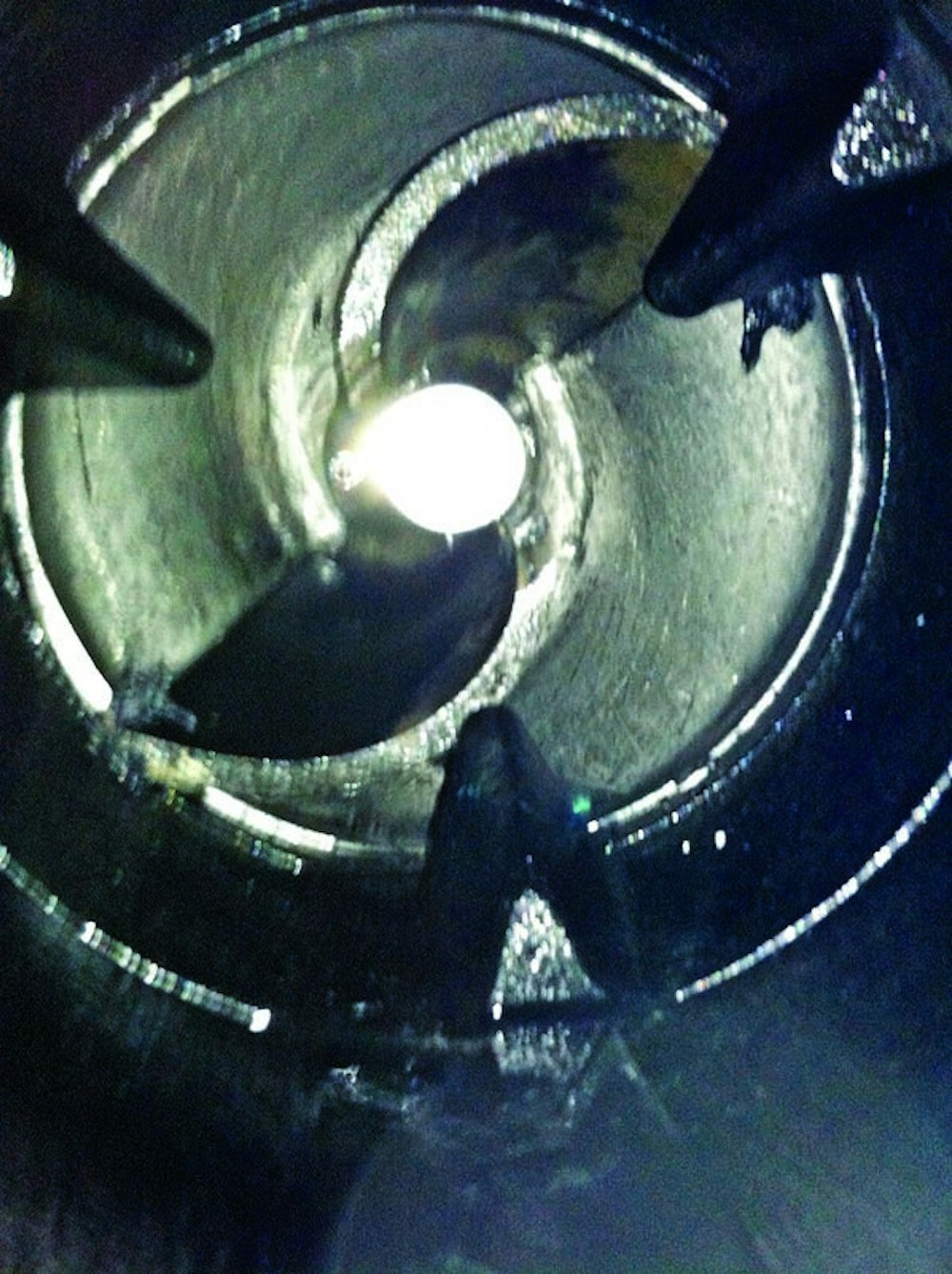
Severe ragging plagued the 18 mgd (design) 117th Street Pump Station in Vancouver, Wash., from the day it entered service in 2008.
The station, built to handle the city’s future growth, has five variable-speed model 8NHTA 250 hp centrifugal pumps from Cornell Pump. Each...





