

Order Digital Reprints
Want a PDF of this article as it appeared in print?
Order Here!
Filed Under
Sign Me Up!
Join your colleagues who already get great content delivered right to their inbox.
Sign up Digital!
If you don't want to bring your iPad into the bathroom, we can send you a magazine subscription for free!
Subscribe to Print!
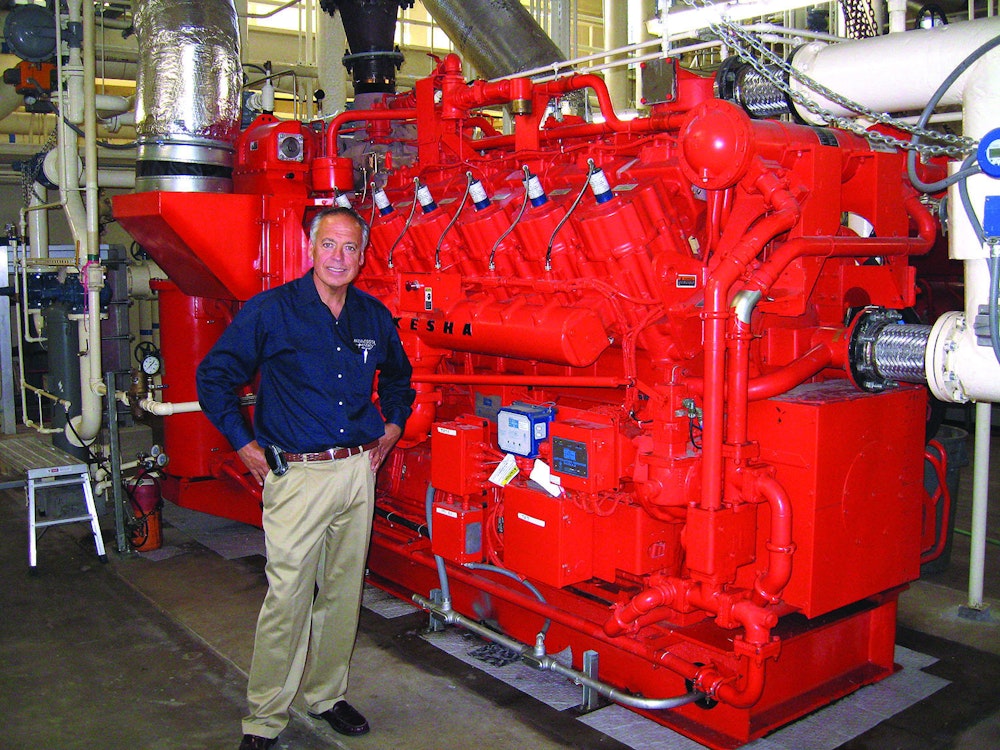
When the Rochester (Minn.) Water Reclamation Plant needed to expand, plant manager Chet Welle wanted to find long-term savings to help offset the cost to customers. “Energy savings was one of the things I really focused on,” he says.
In the five years since the $4.7 million...





