
Interested in Headworks?
Get Headworks articles, news and videos right in your inbox! Sign up now.
Headworks + Get AlertsIn the article 6 Ways to Transition from Expense to Revenue, Huber Technologies explored revenue generating strategies for an optimized WRRF. On the other side of the coin, cost savings are a direct way to stretch your budget and make it last. While energy and transportation costs often take center stage, taking a close look at classifying and washing grit can provide not only cost savings but can also make you a better neighbor.
The WEF Grit Task Force publication Guidelines For Grit Sampling and Characterization helps set the stage by pointing out, “The science and art associated with the design and evaluation of grit removal systems for municipal water resource recovery facilities is, in many ways, ‘the last frontier’ in the liquid systems treatment train. With advances in tertiary and solids treatment, an increased emphasis has been placed on removing grit. This has resulted in more systems requiring the removal of finer grit particle than have traditionally been removed by grit systems. This shift in the industry has resulted in increased need for research to better understand how the presence and behavior of grit in wastewater can be characterized and modeled to allow for the application of better science when assessing quantities of grit in wastewater and the performance of grit removal systems.”
Finer means more
While it is quite interesting to consider emerging grit capture technologies in general, the primary reason for their emergence is the recent mandate to remove a finer particle than the long-standing standard of >200 micron. As indicated in the article Don’t Waste That Energy - Put It to Work, the drive to optimize treatment processes to capture resources and generate energy results in a more complex technology process. These new processes require higher levels of protection to function correctly. In this case, finer grit particles become an increasing liability.
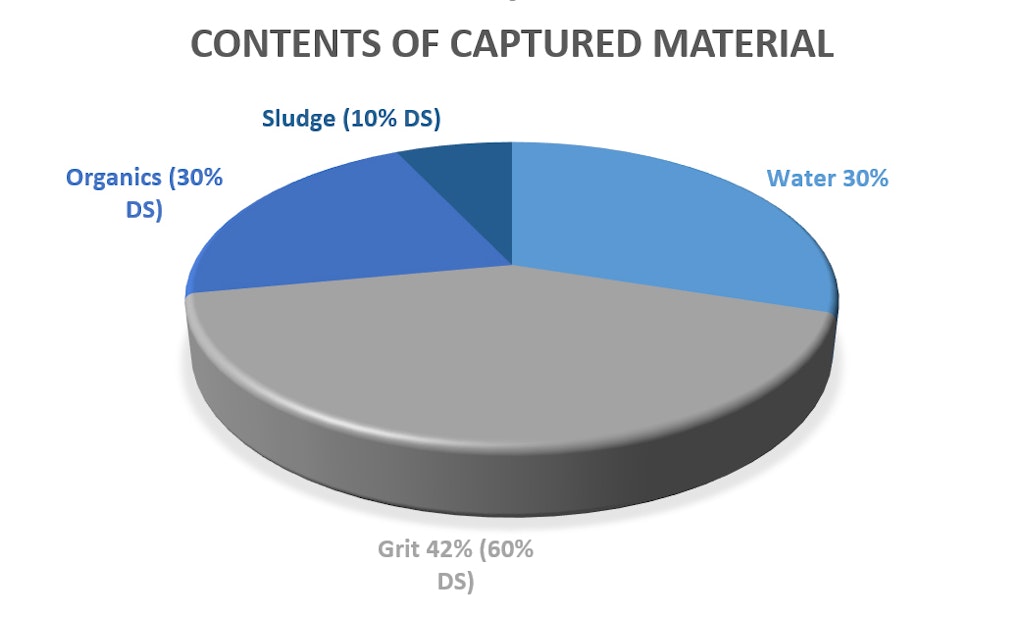
Similar to headworks screening, capturing ever finer grit also yields significantly more materials due to the cross-capture of organics and the presence of water. Data gathered by the DTW in Germany some years back developed a chart that indicates a possible volume reduction of nearly 60% can be achieved by effectively washing and dewatering captured grit.
Don’t put grit back into the flow
While it is important to process captured grit to reduce volume by separating out organics and water, it’s even more important to prevent micro grit from returning to your flow. The emergence of grit-capture technologies targeting finer particles as far down as >75 micron require careful consideration of the approach to be used to classify, wash and dewater the captured material. It would be a tragedy to employ techniques of capturing the grit only to lose it back into the flow as a result of the classification and washing process that could not retain the particles.
Many long-standing technologies employed in the industry for grit classification (such as the cyclone classifier) were designed to accommodate coarser grit material. While these designs have been effectively employed in the industry, this type of technology cannot appreciably retain finer particles below 200 micron. To further complicate matters, the cyclone classifier does not have the ability to effectively remove the increased organics present in the retained volume, which radically increases risks associated with vector control as well as the likelihood of odor control issues.
It is, however, possible to halve the captured material volumes by reducing the level of organics to less than 5% and delivering a yield of 95% dry material, capturing particles all the way down to >75 micron. A properly designed conical grit classifier washer is well suited to this task.
Key considerations to achieve clean grit capture
The separation efficiency of a grit washer depends on the feeding arrangement, surface loading and effluent quality. The process requires a separation chamber that receives the water volume and allows the solids (grit and organics) to settle quickly. An efficient grit washer will achieve a constantly high separation of organic material.
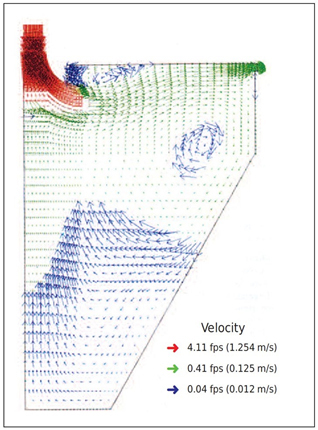
The conical clarifier design using a top center tangential connection entering the chamber provides an ideal feeding arrangement by combining a large water surface (low surface overflow rate) and a well-placed weir on the outer circumference of the clarifier. This reduces the velocity from the inlet to the outlet weir so that grit particles are reliably separated. The use of a properly configured overflow weir on the periphery avoids a suction effect caused by the acceleration of outflow water.
The difficult challenge in addition to properly capturing the fine particles is the washing that will separate the organics from the grit without losing the grit in the washing agitation process.
Even the best-dimensioned grit washer will not achieve satisfactory separation results if there is not enough room for sedimentation. Heavy organic particles that settle with the fine sand could be ‘blown out’ of the chamber if the velocity is increased. This phenomenon would also lead to the loss of the fine sand.
Washing of the sand with the use of a fluidized bed stratifies the organics above the washed grit. By operating in a sequenced mode an organics discharge located below the weir elevation allows the stratified organic particles to be removed without sending grit particles back into the downstream wastewater.
The use of a density probe that senses bed depth allows for automation of the sequenced operation. By employing clear defined steps of settling, washing and extraction it is possible to achieve a clean dry grit product.
In step with high-performing technology
WWTP operations are benefiting by putting this type of technology into play. The city of Tarpon Springs was able to put these designs into action. The primary purpose was to protect downstream pumps from being damaged by grit. In the process of accomplishing those primary goals they were also able to remove organics from the grit before disposal, which resolved odor issues that plagued the facility and made them better neighbors in their community.
Similarly, the WWTP in La Crosse, Wisconsin, enjoyed the benefits of reduced volume and odor control associated with the collection, washing and disposal of grit. By employing conical grit classification, they were able to significantly reduce disposal costs by effectively washing collected grit. The cleaner grit also allowed for the removal of a hazardous rating on the disposed material that resulted in a lower per unit fee. The landfill uses the processed grit as a soil cap.
It all connects
With increasing use of high-performance grit capture technologies, it is important to consider up-to-date grit classification processes so as to not short-circuit the intentions of the project. By paying close attention to the functions of the entire process chain, it is possible to realize cost saving (and other benefits) that will contribute to a fully optimized, state-of-the-art WRRF.
Visit the HUBER Technology, Inc. Storefront





