



Order Digital Reprints
Want a PDF of this article as it appeared in print?
Order Here!
Filed Under
South Carolina
NALCO, an ECOLAB Company
Chlorine Dioxide Generator
Leopold - a Xylem Brand
Filtration Equipment/System
Hach
Turbidimeter
SUEZ Water Technologies & Solutions
Maintenance/Operations Services
Rockwell Automation
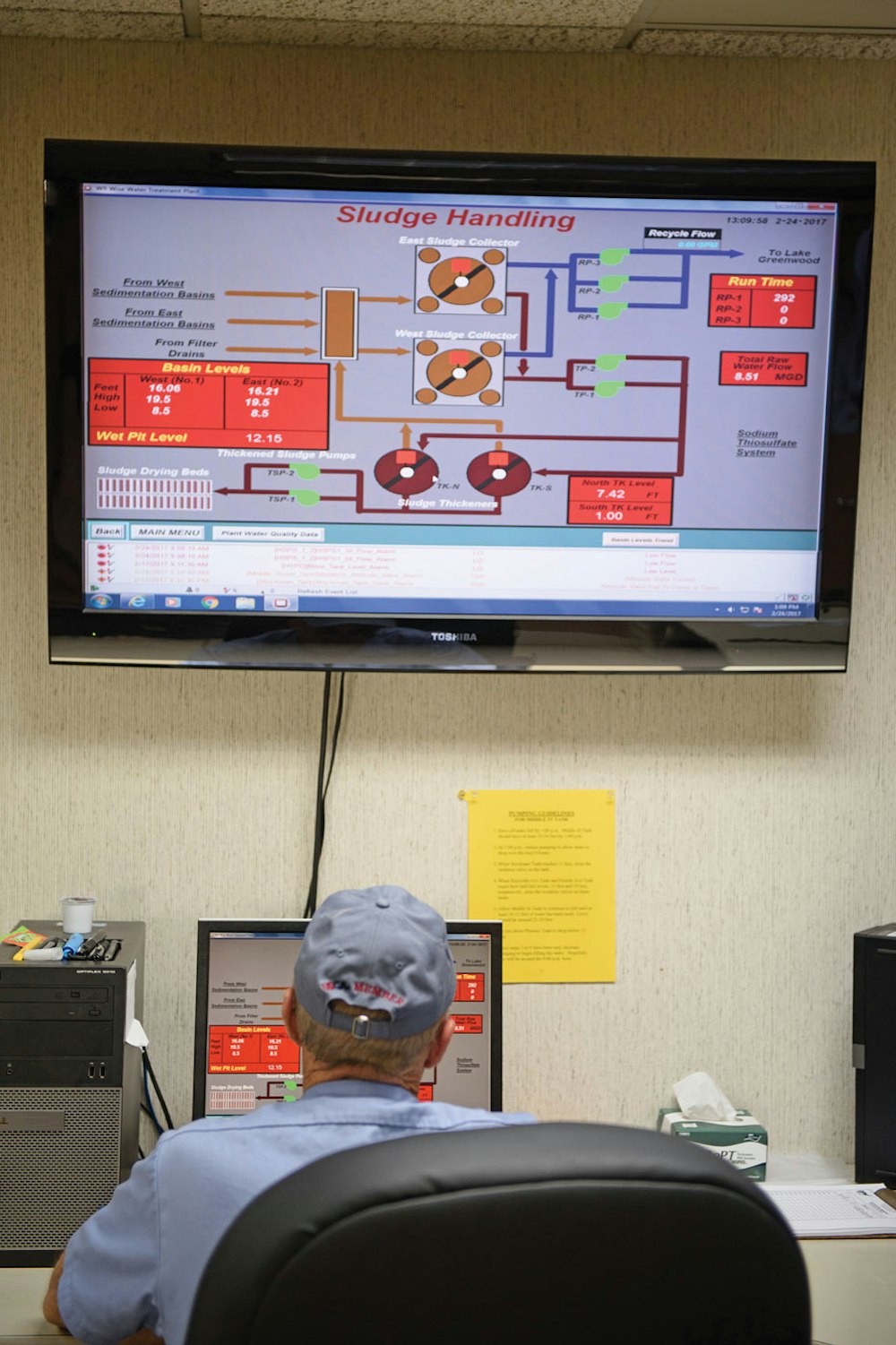
SCADA System
Ingevity
Cabot Norit Activated Carbon
Acrison, Inc.
Activated Carbon System
Sign Me Up!
Join your colleagues who already get great content delivered right to their inbox.
Sign up Digital!
If you don't want to bring your iPad into the bathroom, we can send you a magazine subscription for free!
Subscribe to Print!

If the water treatment plant team in Greenwood had a nickname, it might be The Turbidity Cops.
That’s because they do everything possible to eliminate turbidity from their produced water.
As a result, they’ve received the prestigious Partnership for Safe Water Phase IV...




