

Order Digital Reprints
Want a PDF of this article as it appeared in print?
Order Here!
Sign Me Up!
Join your colleagues who already get great content delivered right to their inbox.
Sign up Digital!
If you don't want to bring your iPad into the bathroom, we can send you a magazine subscription for free!
Subscribe to Print!
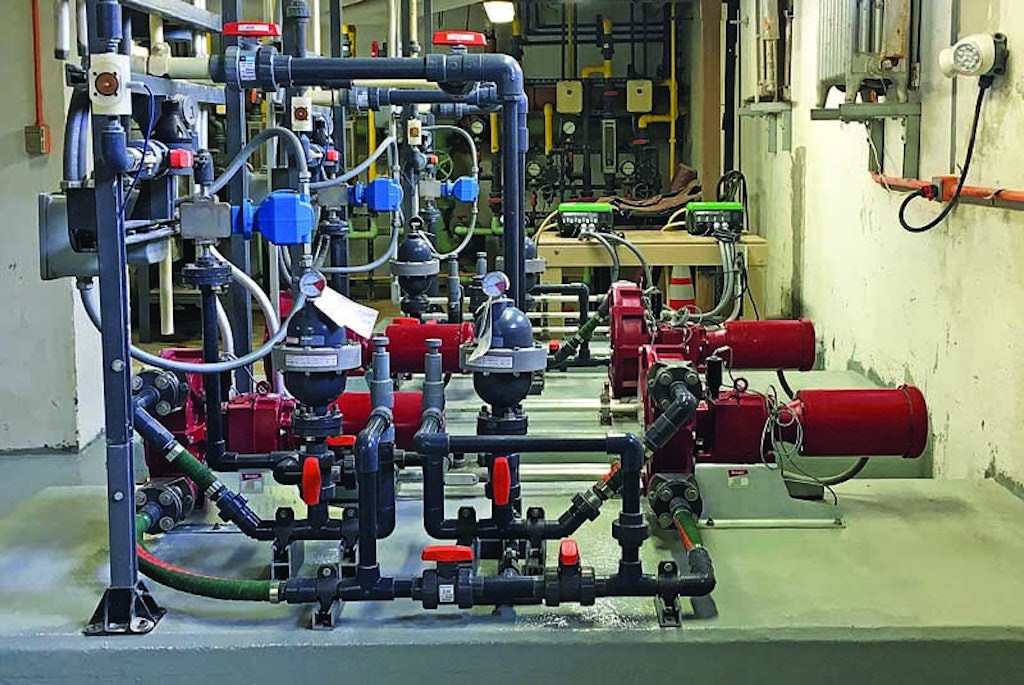
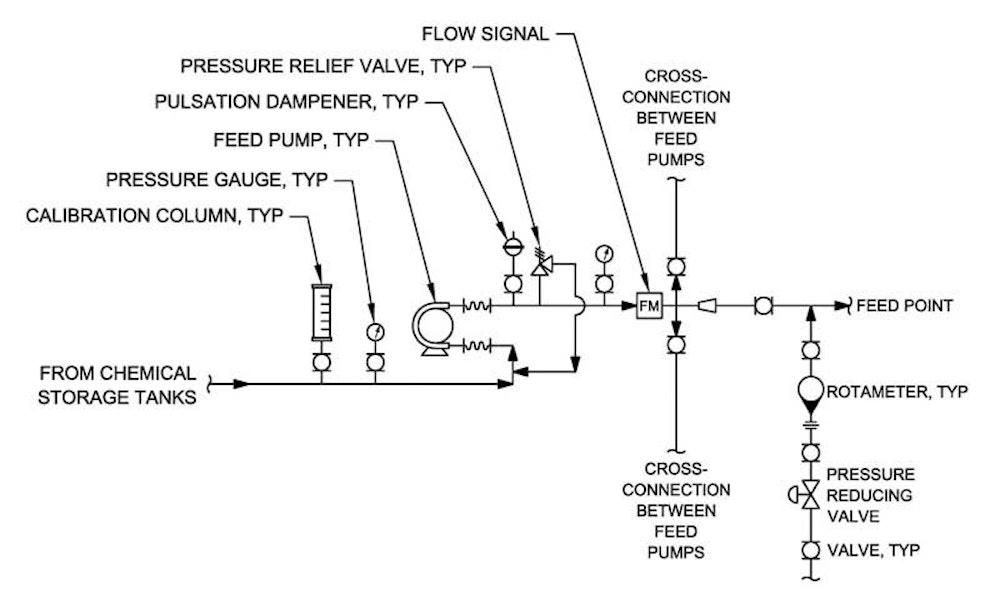
The Omohundro and K. R. Harrington conventional surface water treatment plants that provide drinking water to metropolitan Nashville recently received new chemical feed systems.
Both systems were installed without interrupting either plant’s operations and have enhanced energy...





