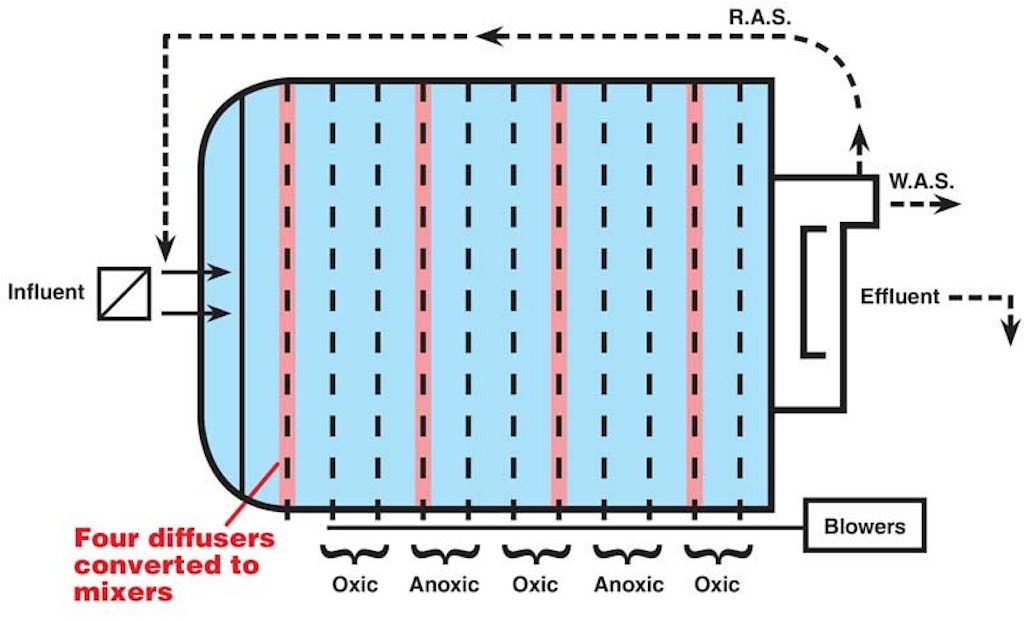
The four inmate operators of a water reclamation plant at the California Correctional Institution in Tehachapi faced a dilemma. Working with plant flows and influent BOD well below the original plant design levels, they could not denitrify well enough to meet a 10 mg/L total...